- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
深度分析模块实现从描述性到预测性的跨越。基于物理模型的数字孪生体可提前500小时预测关键部件失效,某燃气轮机厂商避免亿元级事故。能耗优化系统通过运筹学算法,某数据中心PUE值降至1.25以下。特别值得注意的是,因果推理技术的应用可识别95%的潜在故障诱因,某芯片厂良品率提升2.3个百分点。三维可视化平台实现设备状态的立体呈现。某核电站采用全息投影技术,关键参数识别效率提升6倍。预测性维护看板集成多维度预警,某汽车厂设备突发故障归零。更前沿的是,脑机接口技术开始应用于复杂设备监控,某试点的操作员反应速度提升40%。为了方便管理人员随时随地掌握设备的运行状况,设备管理系统还提供移动端应用,支持手机等设备的访问。湖北生产设备管理系统
麒智设备管理系统提供简化的用户界面和操作流程,使得用户可以快速上手和操作系统,减少培训成本和学习曲线。系统的用户界面设计简洁明了,注重用户体验。用户可以通过直观的界面快速了解系统的功能和操作方式。系统的菜单和功能布局合理,使得用户可以快速找到所需的功能和信息,提高工作效率。操作流程方面,麒智设备管理系统注重用户操作的便捷性和连贯性。系统的操作流程经过精心设计,减少了不必要的步骤和冗余操作。用户可以按照流程引导逐步完成各项任务,无需繁琐的手动操作和数据输入。这样可以提高操作的准确性和效率,节省用户的时间和精力。四川加工设备管理系统多少钱设备管理系统的 APP 端专为现场操作人员设计,支持通过移动设备高效执行任务。

OverallEquipmentEfficiency既是一种计算方法,也是一种综合衡量工厂效率的工具,是企业生产管理的重要标准。由现场人员输入数据或设备自动采集数据,通过OEE计算分析后将设备综合效能及时地反映在计算机和生产看板上,让管理人员随时掌握现场问题,及时解决现场问题。OEE的组成包含三大指标:时间稼动率(可用率),性能稼动率(表现指数),良品率(质量指数),相关指标均可通过MES系统得出。时间稼动率(可用率),系统通过采集设备负荷运行时间以及停机时间得出设备可用率。性能稼动率(表现指数),系统通过理论节拍时间、实际投入数量、以及实际稼动时间得出表现指数。良品率(质量指数),系统通过投入数量、不良数量得出质量指数。首先,MES设备管理系统对生产线的每台生产设备部署设备终端并进行统一联网。从而形成对设备的实时监控,采集计算设备OEE的相关数据。其次,通过PDCA管理循环不断提高设备OEE。为每台设备制定OEE计划标准,将标准集成到系统中;系统对设备进行实时监控,汇总分析设备的实际执行OEE数据;每天通过可视化看板显示存在OEE标准与实际执行出现差异的设备;进一步可查看导致差异的原因;当出现差异时。
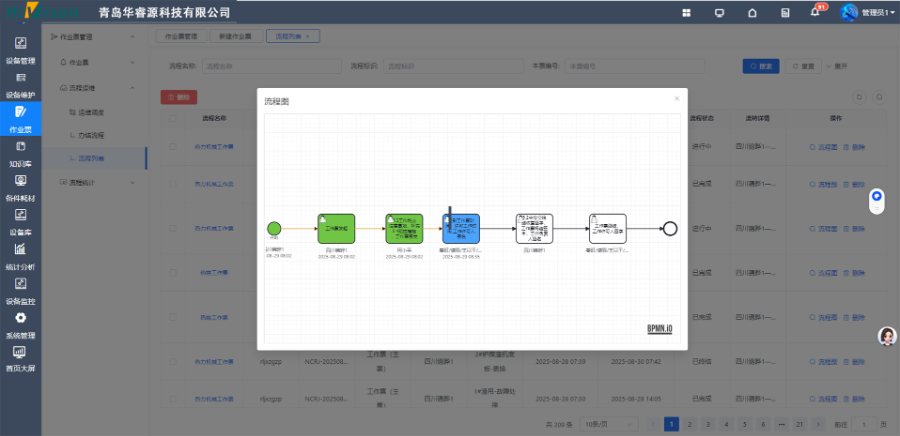
由此可见,传统的管理体制和人工手段已经不能满足要求,需要借助计算机建立先进高效的设备管理系统。设备管理系统内容编辑设备管理系统一般都包括以下部分:设备资产及技术管理:建立设备信息库,实现设备前期的选型、采购、安装测试、转固;设备转固后的移装、封存、启封、闲置、租赁、转让、报废,设备运行过程中的技术状态、维护、保养、润滑情况记录。设备文档管理:设备相关档案的登录、整理以及与设备的挂接。设备缺陷及事故管理:设备缺陷报告、跟踪、统计,设备紧急事故处理。预防性维修:以可靠性技术为基础的定期维修、维护,维修计划分解,自动生成预防性维修工作单。维修计划排程:根据日程表中设备运行记录和维修人员工作记录,编制整体维修、维护任务进度的安排计划,根据任务的优先级和维修人员工种情况来确定维修工人。工单的生成与跟踪:对自动生成的预防性、预测性维修工单和手工录入的请求工单,进行人员、备件、工具、工作步骤、工作进度等的计划、审批、执行、检查、完工报告,跟踪工单状态。备品、备件管理:建立备件台帐,编制备件计划,处理备件日常库存事务(接受、发料、移动、盘点等),根据备件库存量或备件重订货点自动生成采购计划。系统一旦发现异常立即发出预警,使维修团队能够迅速响应,减少设备故障导致的停机时间。

在现代工业生产和企业运营中,作为资产的设备管理效率不仅直接决定了企业的成本控制能力,更对生产安全水平和整体运营效益产生深远影响。相较于传统局限于维修保养的粗放式管理模式,基于数字化技术的设备全生命周期管理系统(Equipment Lifecycle Management System, ELMS)通过覆盖设备规划采购、运行维护直至退役报废的全流程智能化管理,正在设备资产管理模式的性变革。设备全生命周期管理系统正经历从被动响应式维修向主动预防性优化的范式转换,这一转变不仅使其成为企业数字化转型的支撑平台,更重新定义了现代资产管理的价值标准。随着人工智能、数字孪生等前沿技术的持续渗透,ELMS将在设备管理智能化程度、决策精细性和价值链延伸等方面实现新的突破,为构建智能制造体系和可持续发展模式提供更加坚实的技术基础。设备管理系统是利用先进信息技术对企业设备进行系统管理的软件平台。吉林设备管理系统
设备管理系统采用分层技术架构,包括表现层、业务逻辑层和数据访问层。湖北生产设备管理系统
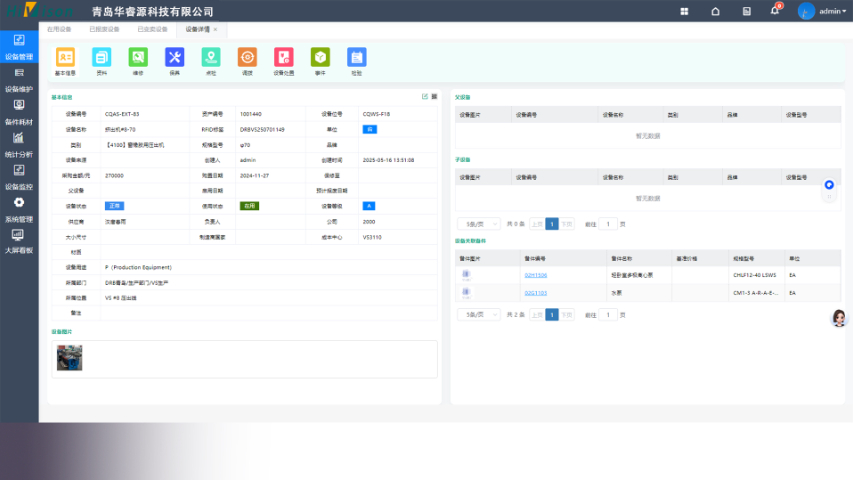
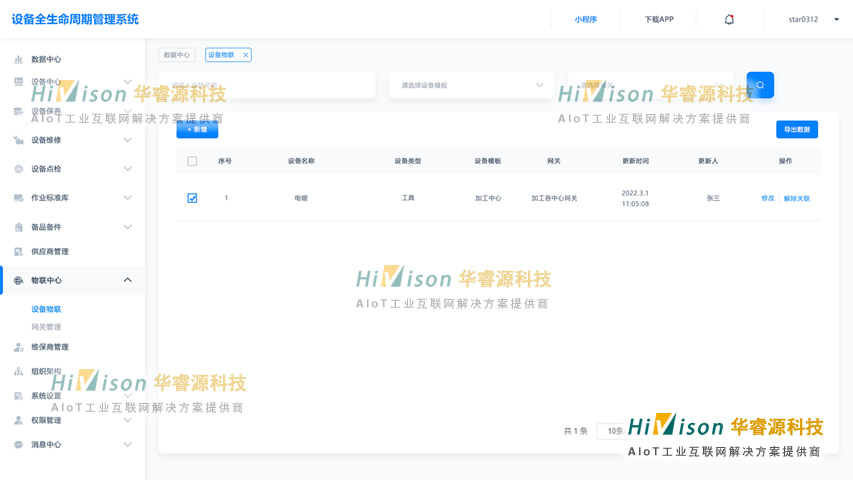
设备全生命周期管理系统的功能(1)资产台账数字化建立具有设备标识的电子化档案库,完整记录技术规格参数、供应商资质文件、保修服务条款等关键信息。借助二维码或RFID自动识别技术实现设备信息的快速检索与动态更新。(2)智能运维管理预防性维护:基于设备运行时长或生产周期的标准化保养计划自动生成机制。预测性维护:通过部署物联网传感器网络并结合机器学习算法,实现对设备潜在故障的早期预警与干预。工单自动化:构建从故障报警触发、维修任务智能分配到处理结果验证的闭环管理系统。(3)绩效分析与决策支持通过计算设备综合效率(OEE)、平均故障间隔时间(MTBF)及维修成本占比等指标,建立设备健康度评估体系。基于数据可视化技术构建管理驾驶舱,为设备更新改造决策提供量化依据。(4)供应链与备件协同集成供应商数据库实现备件需求自动预测与采购申请智能生成。应用库存优化算法实现备件安全库存的动态调整与预警。(5)合规与风险管理建立完整的设备安全检测档案与环保合规性文档管理体系。针对特种设备等高风险资产实施专项监控与应急预案管理。湖北生产设备管理系统

设备管理系统正呈现新的发展动向:数字孪生深度应用某装备制造企业通过设备数字孪生,实现虚拟调试和故障预演,将新设备投产周期缩短40%。自主决策能力提升基于强化学习的智能运维系统在某风电场的应用中,已能自主处理30%的常规故障。产业链协同延伸某工程机械厂商的设备管理系统已延伸至客户现场,提供远程运维服务,创造新的利润增长点。工业设备管理的智能化转型是制造业高质量发展的必然要求。通过新一代信息技术的深度融合,设备管理系统正从辅助工具升级为生产系统。企业需要系统规划转型路径,在技术应用、组织变革和人才培养方面协同推进,才能充分释放智能化管理的价值潜力。未来,随着5G、边缘计算等技术的发展,设备管理系统...
- 青岛燃气设备管理系统 2026-03-06
- 青岛制造设备管理系统报价 2026-03-05
- 青岛制造设备管理系统功能 2026-03-05
- 设备管理系统技术 2026-03-05
- 辽宁智能设备管理系统 2026-03-05
- 青岛小型设备管理系统多少钱 2026-03-04
- 广东生产设备管理系统 2026-03-04
- 工程设备管理系统 2026-03-03
- 园区设备管理系统有哪些 2026-03-03
- 安徽设备管理系统开发 2026-02-25
- 青岛学校设备管理系统课题来源 2026-02-11
- 福建生产设备管理系统 2026-02-09
- 青岛工业设备管理系统有哪些 2026-02-09
- 青岛维克设备管理系统 2026-02-08
- 青岛机床设备管理系统 2026-02-08
- 青岛工具设备管理系统建设 2026-02-08





- 设备管理系统技术 03-05
- 辽宁智能设备管理系统 03-05
- 山东车间设备全生命周期管理系统 03-04
- 青岛小型设备管理系统多少钱 03-04
- 设备全生命周期管理系统文献综述 03-04
- 广东生产设备管理系统 03-04
- 工程设备管理系统 03-03
- 园区设备管理系统有哪些 03-03
- 设备全生命周期管理系统本地化部署 03-03
- 河南信息化设备全生命周期管理系统 03-03