定制化服务是散热器满足不同行业、不同设备个性化需求的关键,东莞市锦航五金制品有限公司凭借强大的研发与生产能力,为客户提供各方位的散热器定制服务,从方案设计到批量生产,全程专业把控,赢得了客户的认可。锦航五金的定制化服务流程始于需求调研,专业技术团队会与客户深入沟通,明确设备的发热功率(精度 ±5W)...
散热器基本参数
- 品牌
- 锦航
- 型号
- 散热器
- 加工定制
- 是
散热器企业商机
铝挤压技术(Extruded)铝挤压技术简单的说就是将铝锭高温加热至约 520~540℃,在高压下让铝液流经具有沟槽的挤型模具,作出散热片初胚,然后再对散热片初胚进行裁剪、剖沟等处理后就做成了我们常见到的散热片。铝挤压技术较易实现,且设备成本相对较低,也使其在前些年的低端市场得到了广泛的应用。一般常用的铝挤型材料AA6063,其具有良好的热传导率(约160~180 W/m.K)与加工性。不过由于受到本身材质的限制,散热鳍片的厚度和长度之比不能超过1:18,所以在有限的空间内很难增大散热面积,故铝挤散热片的散热效果比较差,很难胜任现***益攀升的高频率CPU。散热器的默认设置不适合所有人,需要根据自身电脑配置来调整。苏州新能源散热器工艺

铝型材散热器本实用新型涉及铝材加工技术领域,具体为一种铝材加工用散热型焊接装置。背景技术:在对铝板进行焊接加工时,现有的铝板焊接加工装置中,没有良好的对铝板进行散热的装置,铝板在焊接过程中容易产生较高的温度,从而使得铝板在焊接完成后需要冷置较长一段时间,焊接处的位置冷凝彻底方可取出,同时针对不同厚度的铝板如何在同一焊接装置固定,现有焊接装置缺少固定装置,不方便循环加工。为此,我们提出一种铝材加工用散热型焊接装置。技术实现要素:本实用新型的目的在于提供一种铝材加工用散热型焊接装置,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种铝材加工用散热型焊接装置,包括焊接平台,所述焊接平台的底部设置支撑脚,所述焊接平台的顶部设置支撑架,所述支撑架的顶部设置固定顶板,所述固定顶板底部的中部位置设置电动推杆,所述电动推杆的底部连接支撑板,所述支撑板的右侧内壁活动设置焊接一,所述固定顶板的底部左侧设置蓄水箱,所述支撑板的左侧内壁活动设置喷头,且喷头通过水管连通蓄水箱,所述焊接平台的顶部设置固定板块,所述固定板块的相对端面设置隔板,所述焊接平台的顶部活动设置紧固压杆。合肥铜料散热器报价散热器和电脑设备之间一定要保持良好的散热接触,否则就会导致散热不良。

纯铝散热器是早期**为常见的散热器类型,其制造工艺比较简单,成本低,纯铝散热器仍然占据着相当一部分市场。为增加其鳍片的散热面积,纯铝散热器**常用的加工手段是铝挤压技术,而评价一款纯铝散热器的主要指标是散热器底座的厚度和Pin-Fin比。Pin是指散热片的鳍片的高度,Fin是指相邻的两枚鳍片之间的距离。Pin-Fin比是用Pin的高度(不含底座的厚度)除以Fin,Pin-Fin 比越大意味着散热器的有效散热面积越大,**铝挤压技术就越先进。
贴片、螺丝锁合贴片工艺是将薄铜片通过螺丝与铝制底面结合,这样做的主要目的是增加散热器的瞬间吸热能力,延长一部分本身设计成熟的纯铝散热器的生命周期。经过测试发现:在铝散热片底部与铜块之间使用高性能导热介质,施加80Kgf的力压紧后用螺丝将其锁紧,其散热效果与铜铝焊接的效果相当,同样达到了预计的散热效能提升幅度。这种方法较焊接简单,,而且品质稳定,制程简单,投入设备成本较焊接低,不过只是作为改进,所以性能提升不明显。虽然有散热膏填充,铜片与铝底之间的不完全接触仍然是热量传递的比较大障碍。制造的主要工序有:铜片裁切、校平(平面度小于0.1mm、钻孔、涂抹导热介质钻孔、攻牙、清洗、强力预压程序、两段式锁合作业、定扭力锁螺丝。贴片工艺的重点在于控制好铜、铝平面度和粗糙度以及锁螺丝的扭力等因素,即可得到一定的效能提升,是一种不错的铜铝结合方式。如果使用的导热介质性能低劣,或是铜块平整度不良,热量就不能顺利地传导至铝的散热片表面,使散热效果大打折扣。另外,螺丝的锁合力和铜材的纯度不够,都是不良的影响因素。散热器还需要满足节能等方面的要求。

铝型材散热器框架a5的后表面两端均设置有丝杆a11,丝杆a11的一端转动连接有框架b10,且框架b10与基座8固定连接,丝杆a11的另一端固定连接有被驱动齿轮12,被驱动齿轮12的内侧设置有传动齿轮13,且传动齿轮13与框架a5转动连接,传动齿轮13的内侧设置有驱动齿轮14,驱动齿轮14的后表面固定连接有驱动轮6,且驱动轮6与框架a5转动连接,驱动轮6的外表面设置有拉线7,框架a5的上表面设置有清理泡棉1,清理泡棉1的两端均固定连接有滑块3,且滑块3与丝杆a11转动连接,为了便于对散热板2的上表面进行清理。本实用新型的工作原理及使用流程:本实用新型安装好过后,首先将该装置与led灯管的其他部件相互卡合,然后旋转取下螺母17,并将螺母17穿过led灯管的其他部件,直至其插入至固定片9的内部,然后旋转安装上螺母17即可,在该装置使用期间,使用者可随时拉动拉线7,使得拉线7驱动驱动轮6进行旋转,而驱动轮6在旋转过程中即可驱动驱动齿轮14进行旋转,驱动齿轮14又通过传动齿轮13驱动被驱动齿轮12进行旋转,好终使得丝杆a11发生旋转,这时滑块3便会带动清理泡棉1在散热板2的上表面移动,进而实现对散热板2上表面的清理,而当需要拆卸该装置时。散热器的安装位置和方式会影响其散热效果。六安水冷散热器厂家
散热器的作用是将机器内部产生的热量散发出来。苏州新能源散热器工艺
塞铜 嵌铜塞铜主要有两种方式,一种是将铜片嵌入铝制底板中,常见于用铝挤压工艺制造的散热器中。由于铝制散热器底部的厚度有限,嵌入铜片的体积也受到限制。增加铜片的主要目的是加强散热器的瞬间吸热能力,而且与铝制散热器的接触也很有限,所以大多数情况下,这种铜铝散热器比铝制散热器的效果好不了多少,在接触不良的情况下,甚至会妨碍散热。还有一种是将铜柱嵌入鳍片呈放射状的铝制散热器中。Intel原装散热器就是采用了这样的设计。铜柱的体积较大,与散热器的接触较为充分。采用铜柱后,散热器的热容量和瞬间吸热能力都能增强。这种设计也是OEM采用较多的。比较少见的三角底座苏州新能源散热器工艺
与散热器相关的文章

合肥铜料散热器设计
- 湖南新能源散热器工艺 2025-12-12
- 六安新能源散热器生产 2025-12-12
- 六安电子散热器厂家 2025-12-12
- 惠州新能源散热器厂家 2025-12-12
- 六安光学散热器优点 2025-12-12
- 无锡电子散热器优点 2025-12-12
- 江门铜料散热器材质 2025-12-11
- 苏州散热器工艺 2025-12-11
- 广州电子散热器优点 2025-12-11
- 惠州汽车散热器工艺 2025-12-11
- 东莞铜料散热器报价 2025-12-11
- 江门1060型材散热器 2025-12-11



与散热器相关的新闻
-
东莞新能源散热器定制 2025-12-11 08:03:52农业现代化进程中,智能化农业设备的散热需求逐渐凸显,散热器作为农业设备稳定运行的关键保障,需适应户外农田的高温、高湿、多粉尘环境,东莞市锦航五金制品有限公司针对农业场景研发的散热器,为智能化农业发展提供了有力支持。在无人机植保领域,无人机搭载的农药喷洒控制系统与电池模块,在户外高温作业时易因过热导致...
-
江门散热器定制 2025-12-11 20:03:56散热器的模块化组合设计是适应设备多样化散热需求的重要方式,东莞市锦航五金制品有限公司开发的模块化散热器系统,可通过不同模块的组合,快速适配不同功率、不同安装空间的设备,提升产品的灵活性与通用性。模块化散热器系统包含基础散热模块、热管扩展模块、风扇辅助模块、液冷接口模块等多个标准化模块,客户可根据实际...
-
六安CPU散热器厂家 2025-12-11 22:04:31通过优化空气流动路径和控制热传导方向,铲齿散热器可以有效地减少热量在设备内部的积累,从而降低温度并延长使用寿命。这一特点对于那些需要持续更高的运行的电子设备来说尤为重要。此外,铲齿散热器还具备智能控制功能。它可以根据设备的工作状态自动调节风扇转速、风量大小等参数,以达到更好的散热效果。这意味着用户无...
-
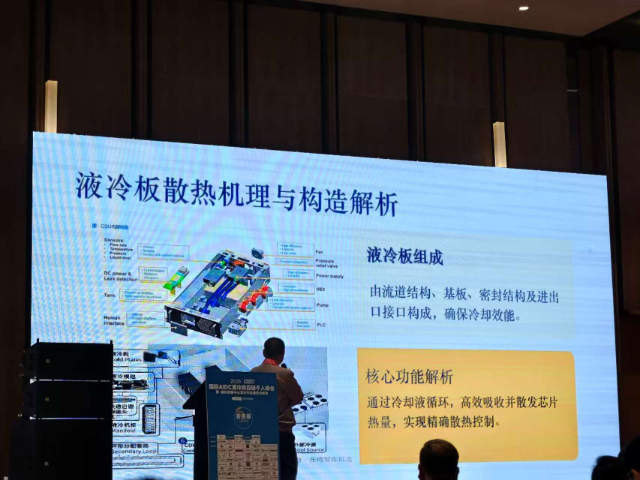
湖南水冷散热器报价 2025-12-11 14:03:47数据中心作为数字经济的关键基础设施,服务器高密度部署带来的散热挑战日益严峻,散热器作为服务器 CPU、GPU 的关键散热部件,其散热效率与能耗水平直接影响数据中心的 PUE 值,东莞市锦航五金制品有限公司为数据中心开发的高效散热器,成为绿色数据中心建设的重要支撑。数据中心服务器的 CPU 功率已突破...
与散热器相关的问题
新闻资讯
产品推荐
-

珠海服务器液冷散热器怎么用
2026-05-20 -
深圳浸没式液冷散热器生产
2026-05-20 -
东莞vc液冷散热器批发
2026-05-20 -
vc液冷散热器性能
2026-05-20 -

广州工业服务器液冷散热器原理
2026-05-20 -
东莞国产液冷散热器
2026-05-20 -

深圳超薄液冷散热器方案
2026-05-20 -

广东液冷散热器批发
2026-05-20 -
深圳电竞电脑液冷散热器设计
2026-05-19