工艺创新:解答精密加工行业痛点。复杂结构加工技术:薄壁件加工:针对0.5-2mm壁厚箱体件,开发"微振动切削"工艺(振幅≤5μm,频率20kHz),有效抑制热变形(平面度≤0.03mm/m);深腔加工:采用高压气雾冷却技术(压力≥6MPa),加工深度/直径比达20:1的发动机缸体时,表面粗糙度Ra≤...
机加工基本参数
- 品牌
- 天雅江涛
- 机加工类型
- 钻削,研磨,铆接,轴承加工,珩磨,铰削,插削,抛光,砂光,拉削,锯切,刮削,仿形铣,线切割,蜗轮加工,CNC加工中心,磨削,螺纹加工
- 加工精度
- 精磨,粗磨,修饰加工,精整加工,精加工,半精加工,粗加工
机加工企业商机
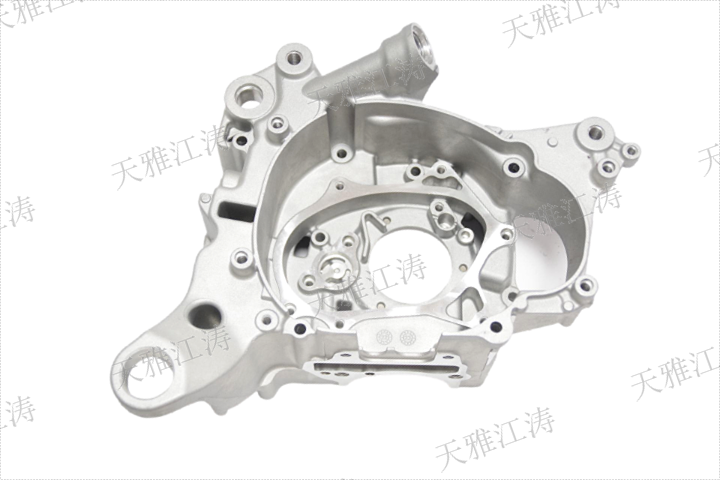
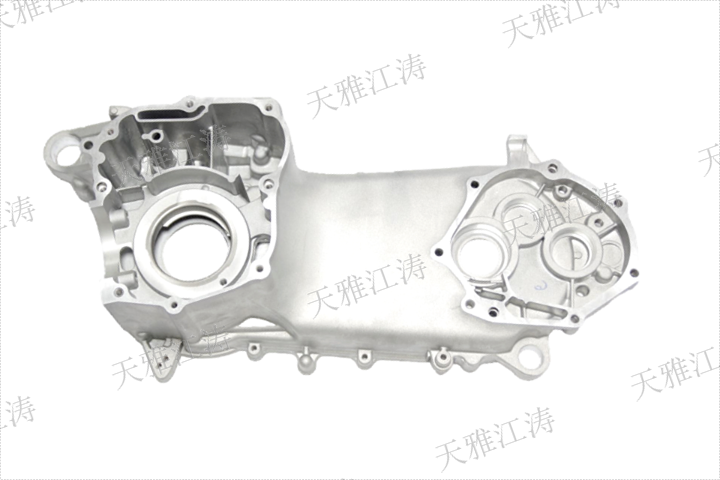
主要应用领域:摩托车部件,摩托车行业对零部件的性能和安全性要求极高。天雅江涛专注于摩托车部件的精密加工,包括缸头、箱体等关键组件。这些部件不仅需要承受较大的机械负荷,还需具备良好的散热性能。缸头:作为发动机的重要组成部分,缸头需保证气体流动顺畅,其内部结构设计复杂。通过我们的数控加工技术,可以实现缸头内腔的精密成型,提高燃烧效率,从而提升动力输出。箱体:摩托车变速箱箱体需要承载传动系统的重要力量,通过合理的设计与精确的加工,我们能够确保其强度与耐用性。同时,通过严格控制尺寸公差,提高了整体装配精度,降低了动力损耗。在线检测确保每一个零件的尺寸和精度。重庆不锈钢机加工工厂

在全球竞争日益激烈的环境下,企业唯有不断创新才能立于不败之地。天雅江涤正是这样一家在机加工领域持续先进的企业,其优势主要体现在以下几个方面:先进的数控设备集群、自主研发的智能化技术、规模化与灵活化并重的生产能力以及严格高效的质量管理体系。随着制造业向更高精密度、更智慧化方向发展,天雅江涛无疑将在未来市场中继续放大其竞争力,为更多行业客户提供专业可靠的解决方案。绿色制造理念,在追求品质的同时,天雅江涛也践行着绿色制造的理念。通过减少材料浪费、优化加工工艺等措施,大幅降低了生产过程中的能耗和环境负担。绍兴精密件机加工厂家我们的钝化处理工艺使零件具备优良的耐腐蚀性,延长了使用寿命。

加工准备,加工准备是确保机加工顺利进行的关键环节,主要包括以下步骤:毛坯件准备:检查毛坯件的尺寸和表面质量,确保符合加工要求。夹具安装:使用自主研发的夹具快换系统,快速安装和调整夹具,提高生产效率。刀具选择与安装:根据加工材料和工艺要求,选择合适的刀具,并通过刀具寿命管理系统监控刀具的使用状态。智能化生产系统:构建"数字孪生+工业互联网"平台,实现:工艺参数优化:基于机器学习的切削参数数据库(覆盖1200+种材料组合);设备健康管理:振动传感器实时监测刀具磨损(预警精度±0.01mm),换刀周期延长30%;能耗优化模型:切削力-功率匹配算法降低能耗22%(年节电量达120万kW·h)。
高效的规模化生产能力:市场需求多样化,制造商既要满足大批量订单,又不能忽视小批量、多品种的定制需求。天雅江涛凭借其完善的设备集群和技术储备,在这一点上展现出了极强的优势。高效批量加工能力,在摩托车部件(如缸头、箱体)、汽车结构件(如新能源壳体)等领域,天雅江涛通过标准化生产流程实现了规模化加工的一致性。其在线检测仪与SPC(统计过程控制)技术的应用,确保了关键尺寸的CPK值≥1.67,远高于行业平均水平。单件、小批量的灵活应对,对于新产品开发、样机试作等需要快速响应的小批量订单,天雅江涛通过模块化生产线和柔性制造方式,能够在短时间内完成加工任务。这一能力使其成为众多行业客户的好选择合作伙伴。航空航天高精度部件如钛合金,我们加工精确。

在现代制造业中,精密机加工扮演着至关重要的角色。随着技术进步和产业需求的不断提升,对零部件加工精度、效率和质量的要求也日益提高。在这一背景下,天雅江涛作为一家专注于压铸毛坯件精密加工的规模化服务商,以其先进的设备配置、创新的技术应用以及高标准的质量控制,为客户提供了突出的机加工服务。其优势不仅体现在硬件设施上,更得益于深耕数十年所积累的专业经验和技术研发能力。在实际生产中,数控机床的高精度性能使得天雅江涛能够加工出尺寸公差极小、表面粗糙度低于Ra0.4μm的镜面级零件。这对于高级领域至关重要。天雅江涛支持超过20种表面处理工艺,满足各种行业的特殊需求。绍兴精密件机加工厂家
我们的数控加工服务不仅适用于批量生产,也满足单件小批量需求。重庆不锈钢机加工工厂
刀具寿命管理系统:刀具寿命管理系统同样是天雅江涛自主研发的关键技术支持。在机加工过程中,刀具的磨损情况直接影响到加工精度与表面质量。通过该系统,能够实时监测刀具的使用状态,精确预测刀具的寿命,并在刀具即将达到使用寿命前及时进行更换预警。这使得加工过程中的刀具更换更加科学合理,避免了因刀具过度磨损而导致的加工误差增大,同时也减少了因过早更换刀具而造成的资源浪费。以电子散热器(5G 基站壳体)的加工为例,其对表面质量和尺寸精度有着严格的要求。刀具寿命管理系统确保了在每一个加工环节中,刀具都处于较佳的切削状态,从而保证了 5G 基站壳体的高质量加工。无论是散热片的精细结构,还是壳体整体的尺寸精度,都能得到有效的控制,满足了 5G 通信设备对散热部件的高标准需求。重庆不锈钢机加工工厂
与机加工相关的文章

温州新能源壳体机加工服务商
- 清远机加工市价 2026-03-09
- 梅州机加工服务商 2026-03-09
- 重庆电子散热器机加工精选厂家 2026-03-08
- 金华非标件机加工价格 2026-03-08
- 嘉兴箱体机加工价格 2026-03-08
- 丽水精密数控机加工工厂 2026-03-07
- 广东5G基站壳体机加工报价 2026-03-07
- 广东钛合金部件机加工供应商 2026-03-07
- 精密数控机加工供应商 2026-03-07
- 广州5G基站壳体机加工 2026-03-06
- 五轴机加工精选厂家 2026-03-06
- 嘉兴非标件机加工流程 2026-03-06
与机加工相关的产品



与机加工相关的新闻
-
嘉兴缸头机加工厂商 2026-03-05 07:04:30本文将深入探讨天雅江涛所能提供的机加工方式、产品类型以及其在不同领域的应用优势。先进的机加工方式与设备集群:天雅江涛的机加工服务涵盖了车削、铣削、钻孔、磨削等多种加工方式,能够满足客户多样化的加工需求。在车削方面,公司采用高性能的车床,能够对圆柱形零件进行高精度内外圆加工,确保尺寸精度和表面粗糙度达...
-
箱体机加工行价 2026-03-05 14:04:43机加工是现代制造业中不可或缺的重要环节,通过不同的加工方式,能够实现从简单零件到复杂高精度零部件的多样化生产。天雅江涛凭借先进的设备、严格的质量控制和多样化的加工工艺,为摩托车、汽车、新能源、电子等多个领域提供了高质量的加工服务。在未来的发展中,天雅江涛将继续优化加工工艺,提升技术水平,为客户提供更...
-
温州箱体机加工价格 2026-03-05 11:04:46主要产品领域:摩托车部件,摩托车产业对于部件的性能和质量要求极为苛刻。天雅江涛在摩托车部件的精密加工中,主要涵盖以下几个方面:缸头:缸头是摩托车发动机的重要组成部分,要求具备优良的强度和密封性能。通过多道工序的加工,我们能够确保缸头的内部通道精度与表面质量,提升摩托车的动力与燃油效率。箱体:作为摩托...
-
金华金属零件机加工行价 2026-03-04 07:04:13数控加工设备与技术:1. 高级设备配置,天雅江涛装备了400多台国际良好的数控加工设备,其中包括高精度的五轴加工中心和高效率的加工中心。作为精密加工的基础,这些设备具备强大的加工能力和高稳定性,不仅能够处理各类复杂形状的零件,还能够极大地提高生产效率。2. 自主研发的技术系统,我们自主研发的夹具快换...
与机加工相关的问题
新闻资讯
产品推荐
-
金华非标件机加工价格
2026-03-08 -
台州下悬挂加宽左箱体批发价格
2026-03-08 -
嘉兴箱体机加工价格
2026-03-08 -

50右箱体参考价
2026-03-08 -
广东汽车控制器箱体市场价格
2026-03-08 -

浙江空压机缸头生产厂家
2026-03-08 -

宁波350缸头工厂
2026-03-08 -

舟山电池箱体厂家供应
2026-03-07 -

宁波铝合金缸头加工
2026-03-07