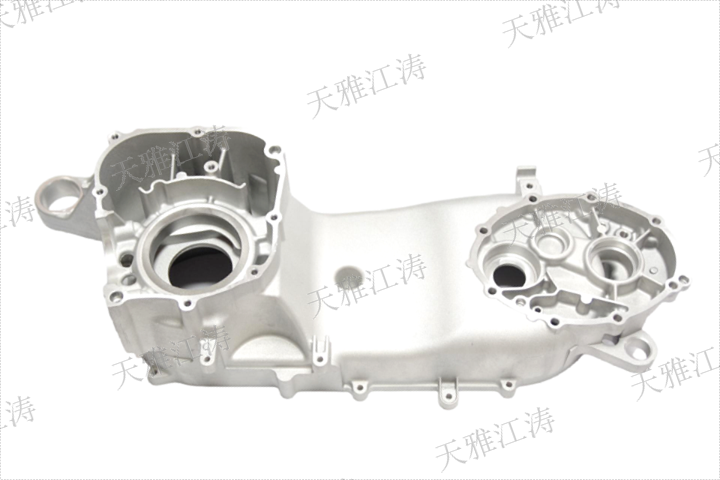
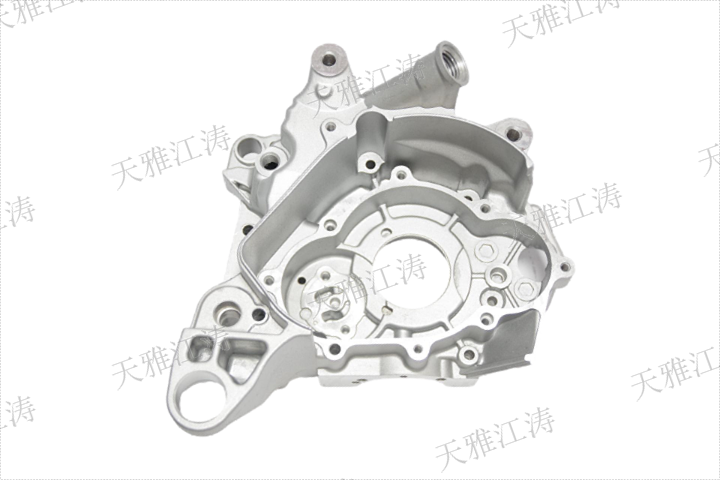
行业普遍的应用领域:1.摩托车及汽车部件,天雅江涛的压铸工艺普遍应用于摩托车部件(如缸头和箱体)和汽车结构件(如新能源壳体)。这些零件的高精度和强度直接影响到整车的性能与安全性。我们通过多年的经验积累,深谙市场对摩托车及汽车部件的技术要求,从而能提供较优解决方案。2.电子产品领域,在电子领域,尤其是...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
安全生产:1.安全防护,压铸生产过程中存在一定的安全风险,如高温烫伤、机械伤害和铝液飞溅等。因此,必须加强安全防护措施,确保操作人员的人身安全。具体措施包括:佩戴防护装备(如防护服、手套、护目镜等)、设置安全警示标志、定期进行安全培训等。2.环境保护,压铸生产过程中会产生一定的废气、废水和废渣,对环境造成污染。因此,必须加强环境保护措施,减少污染物的排放。具体措施包括:安装废气处理设备、废水处理系统和废渣回收利用装置等。公司坚持以人为本,为员工提供良好的培训与发展机会,提升团队素质。浙江重力压铸工厂

严谨的质量控制:1.全方面的质量监测,在压铸过程中,质量控制是我们工作的重中之重。我们严格监控包括温度、压力、时间等各个环节的生产参数,确保这些关键指标在允许范围内波动。通过科学的流程管理,我们得以在生产的每一个环节,确保产品的高合格率。2.材料选择与性能测试,天雅江涛在铝合金材料选择上也不遗余力,采用的都是经过严格认证及测试的优良铝合金材料。这为后续铸造的产品打下了坚实的基础。我们还设有专门的实验室,对铸造完成的零件进行力学性能测试,以验证其强度、韧性等关键性能指标。珠海5G基站壳体压铸配备43台全自动压铸机(锁模力280T-2500T),支持多种工艺需求。

技术特点:高精度与高效率的完美结合。全自动压铸设备,天雅江涛配备43台全自动压铸机,锁模力覆盖280T至2500T,支持高压、低压、重力压铸等多种工艺。这种多样化的设备配置能够满足不同规格和复杂程度零件的生产需求,确保产品的高精度与一致性。智能压铸单元集成,通过智能压铸单元集成技术,天雅江涛实现了铝液温度的闭环控制,温度波动控制在±1℃以内。同时,实时压力监测系统确保了压铸过程中的压力稳定性,使产品致密度达到95%以上,明显减少了气孔和缩松等缺陷。真空辅助压铸技术,天雅江涛创新应用真空辅助压铸技术,有效解决了薄壁件成型难题。该技术使薄壁件的较薄壁厚达到0.8mm,良品率提升至98.5%,满足了高精度、轻量化的市场需求。
天雅江涛压铸产品的应用领域:1.摩托车部件,天雅江涛为摩托车行业提供缸头、箱体等关键部件,通过高精度压铸和优化设计,明显提升了摩托车的动力性能和可靠性。2.汽车结构件,在汽车领域,天雅江涛生产的新能源壳体、发动机支架等结构件,具有轻量化、强度高和优异的散热性能,满足了新能源汽车对高性能零部件的需求。3.电子散热器,天雅江涛为5G基站、电子设备等提供高精度散热器,通过优化设计和精密制造,确保了电子设备在高温环境下的稳定运行。4.航空航天部件,在航空航天领域,天雅江涛的压铸产品以高精度、高可靠性和轻量化的特点,满足了航空航天设备对零部件的严苛要求。公司致力于成为全球先进的高精度铝合金压铸技术服务商,为更多行业提供支持。

压力控制:1.注射压力,注射压力是指压铸机在注射过程中施加的压力,它直接影响到铝液的充型能力和铸件的内部质量。注射压力过高会导致铝液飞溅、卷气和模具磨损加剧;注射压力过低则会导致铝液充型不充分,产生冷隔和气孔。因此,合理选择注射压力是确保铸件质量的关键。一般来说,注射压力应根据铸件的壁厚和结构复杂程度进行调整,通常在50MPa至150MPa之间。2.增压压力,增压压力是指在铝液充型后,为了补偿铝液的收缩而施加的压力。增压压力的大小直接影响到铸件的致密度和力学性能。增压压力过高会导致铸件内部产生应力,甚至出现裂纹;增压压力过低则会导致铸件内部疏松,力学性能下降。因此,增压压力应根据铸件的具体情况进行合理选择,通常在20MPa至60MPa之间。我们建立了完善的信息管理系统,提高数据管理效率,实现实时监控。珠海5G基站壳体压铸
压铸过程中,我们严格监控每一个环节,以确保产品的一致性与可靠性。浙江重力压铸工厂
温度控制:1.铝液温度,铝液温度是压铸过程中较重要的参数之一。适宜的铝液温度能够保证金属液的流动性,减少气孔和缩松等缺陷。我们的智能压铸单元集成了铝液温度闭环控制系统,波动范围控制在±1℃以内,确保了铝液温度的稳定性。通常,铝合金压铸的铝液温度应控制在660℃至720℃之间,具体温度需要根据合金成分和零件复杂程度进行调整。2.模具温度,模具温度的控制同样重要,过高或过低的模具温度都会影响铸件的质量。模具温度过高会导致铝液冷却速度过慢,容易产生缩松和粘模现象;模具温度过低则会导致铝液冷却过快,产生冷隔和气孔。一般来说,模具的预热温度应控制在200℃至250℃之间,生产过程中模具温度应保持在180℃至250℃之间。浙江重力压铸工厂
与压铸相关的文章
台州全自动压铸加工厂家
- 嘉兴电子散热器压铸源头工厂 2026-02-13
- 广东精密件压铸原理 2026-02-13
- 金华高精度压铸服务商 2026-02-12
- 佛山缸头压铸 2026-02-12
- 重庆缸头压铸价格 2026-02-11
- 广东精密件压铸流程 2026-02-11
- 嘉兴真空辅助压铸 2026-02-11
- 衢州箱体压铸价位 2026-02-11
- 台州高精度压铸实力厂家 2026-02-10
- 湖州高压压铸源头工厂 2026-02-10
- 温州精密件压铸行价 2026-02-10
- 阳江箱体压铸 2026-02-10
与压铸相关的产品


与压铸相关的新闻
-
绍兴低压压铸模具 2026-02-09 21:05:36压铸,作为现代制造业中重要的金属成型工艺之一,普遍应用于汽车、摩托车、电子、航空航天等多个行业。天雅江涛作为高精度铝合金压铸技术服务商,拥有25余年铝合金压铸经验,致力于为客户提供全方面的压铸解决方案。本文将详细探讨压铸工艺在实际生产中主要解决的问题,并介绍我们如何通过先进的技术和设备,确保产品的高...
-
湖州5G基站壳体压铸厂家 2026-02-08 02:04:48在全球制造业向轻量化、强度高方向转型的背景下,铝合金压铸因兼具高效率、高精度、轻量化等优势,成为汽车、摩托车、新能源、航空航天等高级装备的主要制造工艺。天雅江涛深耕铝合金压铸领域25年,依托43台智能化压铸设备集群和自主创新的工艺体系,构建起覆盖0.8mm-250mm壁厚、年产8000吨规模的精密压...
-
丽水箱体压铸加工厂家 2026-02-08 16:04:53质量控制:1.在线检测,在压铸过程中,实时监测各项参数的变化是非常重要的。通过安装传感器和监控系统,可以实时监测铝液温度、模具温度、注射压力、增压压力等参数的变化,及时发现并解决问题,确保生产过程的稳定性和产品质量的一致性。2.成品检验,成品检验是质量控制的然后一道工序,通过对成品进行外观检查、尺寸...
-
低压压铸加工 2026-02-06 05:05:28安全生产:1.安全防护,压铸生产过程中存在一定的安全风险,如高温烫伤、机械伤害和铝液飞溅等。因此,必须加强安全防护措施,确保操作人员的人身安全。具体措施包括:佩戴防护装备(如防护服、手套、护目镜等)、设置安全警示标志、定期进行安全培训等。2.环境保护,压铸生产过程中会产生一定的废气、废水和废渣,对环...
与压铸相关的问题
新闻资讯
产品推荐
-

广东精密件压铸原理
2026-02-13 -
金华摩托车变速箱箱体供应
2026-02-13 -

湖州缸头机加工工艺
2026-02-13 -

绍兴空压机缸头工厂
2026-02-13 -

衢州钛合金部件机加工工艺
2026-02-13 -

金华不锈钢机加工
2026-02-12 -

杭州压轴件机加工工厂
2026-02-12 -

绍兴缸头机加工流程
2026-02-12 -
浙江新能源控制器箱体定制价格
2026-02-12