- 品牌
- 明治、金阳、火神
- 型号
- 齐全
翻新过程需采用环保工艺,减少 VOCs 排放和废水污染。表面处理阶段使用水性清洗剂(pH 值 7-8)替代溶剂型清洗剂,COD 值≤300mg/L;涂层材料采用高固含量(≥70%)水性聚氨酯,VOCs 排放量≤50g/L,符合 GB 30981 标准。废水处理采用 “混凝沉淀 + 超滤” 工艺,悬浮物去除率≥95%,COD 去除率≥80%,处理后的水循环用于基材清洗,回用率达 60%。固化炉安装活性炭吸附装置(吸附效率≥90%),定期更换的废炭可进行热再生(再生率≥85%)。某环保型翻新工厂通过这些措施,实现单位产品的污染物排放较传统工艺减少 70%。光滑柔软的橡皮布,保证印刷品清晰度和色彩。山西印刷 橡皮布

UV 橡皮布的质量检测标准:UV 橡皮布质量检测有严格标准。外观方面,要求表面平整,无气泡、杂质、划痕等缺陷。尺寸精度上,长度、宽度偏差控制在 ±0.5mm 以内,厚度偏差在 ±0.05mm 以内。物理性能检测包括拉伸强度,一般要求在 10MPa 以上,断裂伸长率不低于 200%。耐 UV 老化性能通过人工加速老化测试评估,规定在一定时间(如 1000 小时)照射后,表面变化程度和性能下降幅度在限定范围内。油墨转移性能通过模拟印刷测试,检测油墨转移率和均匀性,只有符合这些标准的 UV 橡皮布才能保证在 UV 印刷中的高质量应用。广州金阳橡皮布批发印版和橡皮布滚筒直径差异,会出现重影问题。
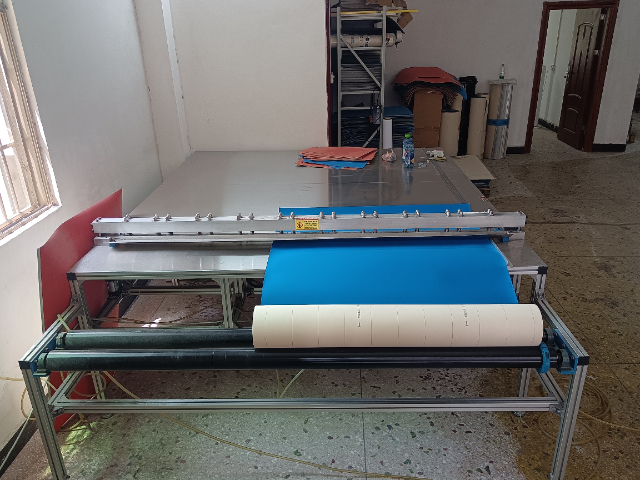
表面打磨是橡皮布翻新的关键工序,需通过数控砂光机实现微米级精度控制。采用 800-1200 目氧化铝砂纸,打磨深度根据损伤程度设定:轻微磨损为 5-10μm,去除表面老化层;压痕区域需局部加深至 15-20μm,消除凹痕但不伤及底层弹性体。砂光机配备恒力控制系统(压力 0.1-0.3MPa)和吸尘装置,确保打磨均匀且无粉尘残留。打磨后的表面需达到:平面度误差≤0.05mm/m,粗糙度 Ra=0.8-1.2μm—— 这一参数既能保证油墨转移的均匀性,又能为后续涂层提供良好附着力。某翻新生产线通过 AI 视觉定位压痕位置,实现自动调整打磨参数,单块橡皮布处理时间缩短至 90 秒,合格率达 99%。
当橡皮布基材(通常为尼龙帆布或聚酯纤维)出现轻微撕裂或纤维老化时,需进行加固处理。采用热熔胶膜(厚度 20-30μm)复合度聚酯网布(克重 50-80g/m²),通过热压设备(温度 120-140℃,压力 0.5MPa)实现层间粘合,粘合强度需≥5N/25mm。对于边缘磨损区域,采用包边工艺:将 30mm 宽的耐油橡胶条通过超声波焊接(频率 20kHz)固定,防止后续使用中纤维抽丝。加固后的基材需通过动态疲劳测试:在 100 万次模拟印刷压力(0.3-0.5MPa)循环下,变形量≤1%,确保在高速印刷(15000 张 / 小时)中保持尺寸稳定。某案例显示,经加固的橡皮布抗撕裂强度提升 40%,使用寿命较未加固产品延长 30%。应对印刷问题,可尝试调整印版和橡皮布位置。

橡皮布在不同印刷场景下的选择:在纸品印刷领域,不同的印刷场景需要适配不同类型的橡皮布。例如,在商业轮转印刷中,由于印刷速度快、产量大,对橡皮布的耐磨性、回复性和耐冲击性要求较高,气垫橡皮布凭借其良好的性能表现成为推荐,能在高速运转下保持稳定的印刷质量,减少网点变形与图文转移误差。而在票据印刷中,考虑到成本与印刷精度要求相对适中,普通橡皮布可能更合适,其较低的成本可有效控制印刷成本,同时也能满足票据印刷的基本质量需求。对于印刷高附加值的精美画册、包装产品等,为实现高精度的网点还原与色彩再现,通常会选用气垫橡皮布,以确保印刷品的高质量呈现,提升产品竞争力。橡皮布圆周方向,不同点受拉力因摩擦力而不同。山西印刷 橡皮布
橡皮布表层滑顺,让网点与满版油墨传送更平稳。山西印刷 橡皮布
翻新橡皮布在环保层面的价值,正成为越来越多印刷厂选择它的重要原因。传统印刷行业中,废弃橡皮布多作为工业垃圾处理,由于其主要成分是橡胶和纤维基材,难以自然降解,长期堆积会造成环境污染,而焚烧处理又会释放有害气体。翻新橡皮布通过延长橡皮布的使用寿命,大幅减少废弃橡皮布的产生量 —— 通常一块橡皮布可经过 2-3 次翻新,总使用寿命从原本的 15 万印次延长至 40 万 - 50 万印次,相当于减少 60% 以上的橡皮布废弃物。此外,翻新过程中采用的清洗剂、修复材料均为环保型产品,符合国家 VOCs 排放标准,避免了传统修补工艺中使用劣质化学试剂对环境和操作人员健康的危害。某大型印刷厂通过全面推广翻新橡皮布,每年减少废弃橡皮布处理量约 2000 平方米,同时降低 VOCs 排放 15%,既符合环保政策要求,又树立了绿色生产的企业形象。山西印刷 橡皮布
当橡皮布基材(通常为尼龙帆布或聚酯纤维)出现轻微撕裂或纤维老化时,需进行加固处理。采用热熔胶膜(厚度 20-30μm)复合度聚酯网布(克重 50-80g/m²),通过热压设备(温度 120-140℃,压力 0.5MPa)实现层间粘合,粘合强度需≥5N/25mm。对于边缘磨损区域,采用包边工艺:将 30mm 宽的耐油橡胶条通过超声波焊接(频率 20kHz)固定,防止后续使用中纤维抽丝。加固后的基材需通过动态疲劳测试:在 100 万次模拟印刷压力(0.3-0.5MPa)循环下,变形量≤1%,确保在高速印刷(15000 张 / 小时)中保持尺寸稳定。某案例显示,经加固的橡皮布抗撕裂强度提升 40%,...
- 康迪橡皮布源头厂家 2026-02-24
- 山西进口橡皮布源头厂家 2026-02-24
- 河北印刷 橡皮布供应商 2026-02-24
- 广州UV橡皮布批发 2026-02-24
- 广东印铁橡皮布厂家直销 2026-02-24
- 湖北康迪橡皮布货源 2026-02-14
- 中山康迪橡皮布加工 2026-02-14
- 广州气垫橡皮布批发 2026-02-14
- 中山印铁橡皮布代理商 2026-02-14
- 河南康迪橡皮布源头厂家 2026-02-14

- 广州明治橡皮布供应商 2026-02-13
- 广州印刷 橡皮布厂家 2026-02-13
- 佛山国产橡皮布翻新 2026-02-13
- 中山火神橡皮布供应商 2026-02-12
- 二手橡皮布回收 2026-02-12
- 广州金阳橡皮布加工 2026-02-12




- 广东印铁橡皮布厂家直销 02-24
- 湖北康迪橡皮布货源 02-14
- 中山康迪橡皮布加工 02-14
- 广州气垫橡皮布批发 02-14
- 中山印铁橡皮布代理商 02-14
- 河南康迪橡皮布源头厂家 02-14
- 河南火神橡皮布翻新 02-13
- 气垫橡皮布加工 02-13
- 佛山气垫橡皮布货源 02-13
- 平张橡皮布厂家 02-13