- 品牌
- 宇兴公司
- 型号
- 模切、涂胶、医疗
- 材质
- PET,PE
- 硬度
- 软质
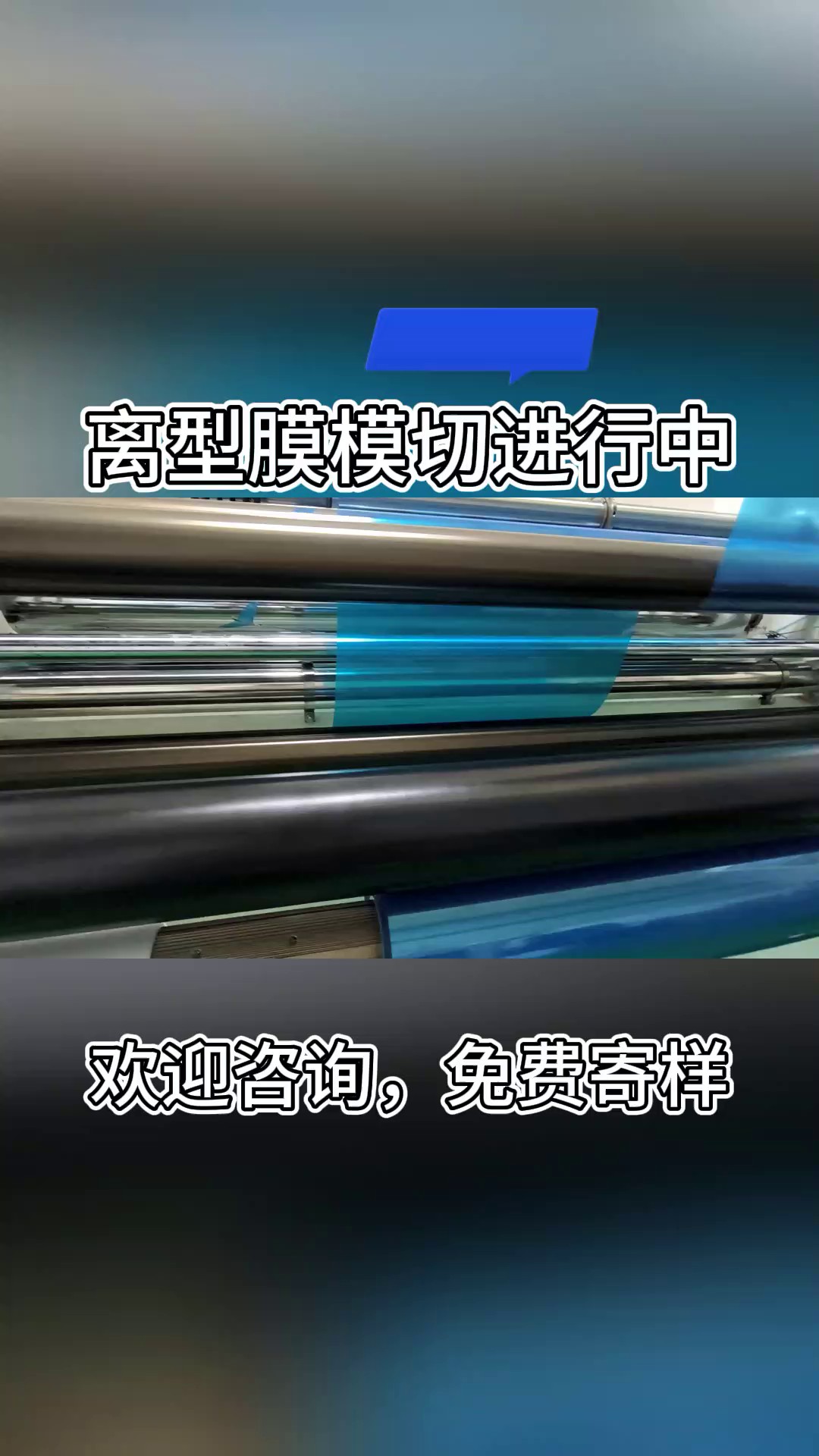
医药包装领域对pet离型膜的要求远超普通行业,首先需达到无菌级别,通过121℃湿热灭菌30分钟后,菌落总数≤1CFU/100cm²。其次与药品的兼容性至关重要,需通过迁移试验和吸附试验,确保离型剂成分不会迁移至药品中,同时药品有效成分也不会被膜材吸附。在药用贴剂生产中,pet离型膜需具备稳定的离型力,剥离时无纤维残留,且膜材的透气性需可控,透湿量可根据贴剂类型调整为50-500g/m²・24h,保障用药舒适性。pet离型膜是不干胶标签的组成部分,其离型性能需与标签胶粘剂精细匹配。对于丙烯酸类胶粘剂,需选用硅酮离型膜,离型力控制在20-30g/in,确保标签既能顺利从底纸上剥离,又不会出现预剥离现象。对于橡胶类胶粘剂,由于其粘性更强,需选用重离型膜(50-80g/in),且离型剂涂层需更厚(0.8-1μm)。在轮转印刷场景中,pet离型膜还需具备优良的抗拉伸性能,在印刷张力作用下的伸长率≤1%,避免标签套印不准。此外,膜材的表面张力需稳定在38-42dyn/cm,保障印刷油墨的附着牢度。模切工艺如何选择合适的离型膜?江苏绿色离型膜供应商
离型膜
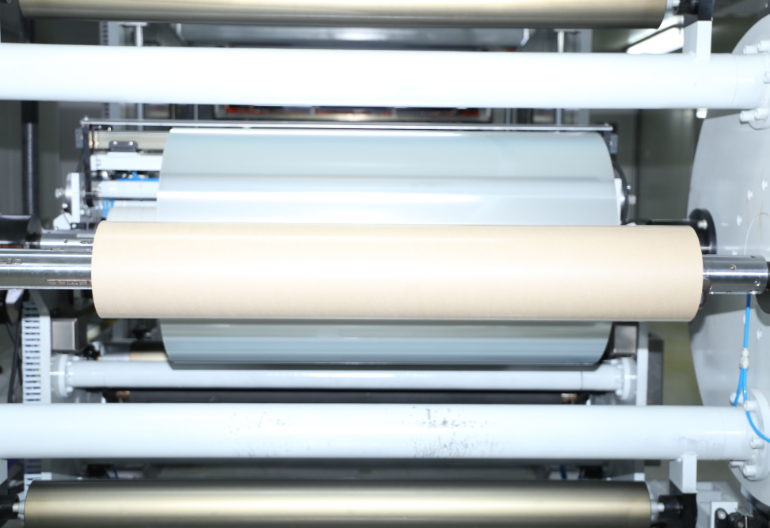
干硅涂布量干硅涂布量是指在数据上涂布离型剂的量,单位为每平方米克。通常,溶剂型硅油的涂布量为0.30~0.每平方米80克,无溶剂硅油的涂布量为0.80~1.每平方米30克。必要的业余测试设备能力测试涂层量。硅油涂层量直接影响剥离功能。较高的涂层量可以密集地覆盖原纸,以确保硅油的平均分布。硅油涂布量低,容易出现漏涂等迹象,导致剥离不良。一些离型涂料供应商专注于剥离,以减少硅油涂料的数量,从而生产出重型离型膜,这在使用时间相称时是危险的。可靠的厂家是在不降低硅油涂布量的前提下,通过调整工艺化学配方来完成剥离力的调整。这是永恒的必要技能积累。佛山红色离型膜加工离型材料的应用通常有哪些?
喷雾式离型剂使用氟里昂气体作喷雾推进剂。氟里昂有破坏大气臭氧层的问题。由于臭氧层受到破坏,有害的紫外线直接到达地面。这种有害的紫外线,在人的皮肤受到过多曝晒时,发生皮肤病的可能性很高。现在计照强的澳大利亚,证明居民皮肤痛发病率明显高于其他大陆。因此,国际上一致要求在公元2000年前停止使用破坏大气臭氧层的氟里昂气体。一些厂家正在努力开发氟里昂气体的代用品。有的厂家使用石油裂解产物无臭丙丁烷来代替使用,价格比较低廉,但生产者和使用者都必须十分注意防火安全。
在复合材料生产中,pet离型膜主要作为层间隔离材料,实现不同材料的精细贴合与后续分离。以碳纤维复合材料为例,铺层过程中需用pet离型膜分隔各层预浸料,其离型力需控制在10-15g/in,既防止层间粘连,又便于铺层完成后顺利移除。离型膜的耐温性需匹配复合材料的固化温度,通常要求在180-250℃范围内保持性能稳定,热收缩率≤0.5%。同时,膜材的尺寸稳定性至关重要,在固化压力(通常为0.3-0.5MPa)作用下,厚度变化率需≤2%,确保复合材料的成型精度。离型膜模切常见问题及原因。

固化工艺是pet离型膜生产的关键环节,直接影响离型剂涂层的稳定性和耐久性。热风固化是传统工艺,通过梯度升温(80℃预烘、130℃固化)使溶剂挥发并促进树脂交联,优点是设备成本低,但固化均匀性较差,易出现局部离型力波动。UV固化技术则通过紫外线照射引发离型剂树脂聚合,固化时间可缩短至10秒以内,涂层厚度均匀性误差≤0.02μm,且无溶剂挥发,更符合环保要求。对于耐高温需求的产品,还需增加后固化工序,在180℃下保温2小时,提升涂层耐温稳定性。PE离型膜与PE保护膜的不同之处。上海双面离型膜厂家电话
超轻非硅离型膜后续发展趋势如何?江苏绿色离型膜供应商
PE离型膜又分为高密、低密和线性PE,日常应用的相对多的是做成各种塑料薄膜和塑料布。PE管有中密度聚乙烯管和高密度聚乙烯管。根据壁厚分为SDR11和SDR17.6系列。前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的安全间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。比重:0.94-0.96克/立方厘米;成型收缩率:1.5-3.6%;成型温度:140-220℃。江苏绿色离型膜供应商
- 广州绿色离型膜现货 2026-02-25
- 佛山压纹离型膜批发商 2026-02-25
- 惠州蓝色离型膜价格 2026-02-25
- 上海黄色离型膜用途 2026-02-25
- 中山硅油离型膜供应商 2026-02-24
- 河源耐高温离型膜批量定制 2026-02-24
- 惠州黄色离型膜生产工厂 2026-02-24
- 汕头软包装离型膜供应商 2026-02-24
- 中山模切离型膜供应商 2026-02-13
- 广州压纹离型膜价格 2026-02-13
- 茂名透明离型膜生产工厂 2026-02-13
- 深圳绿色离型膜生产工厂 2026-02-13