- 品牌
- 明治、金阳、火神
- 型号
- 齐全
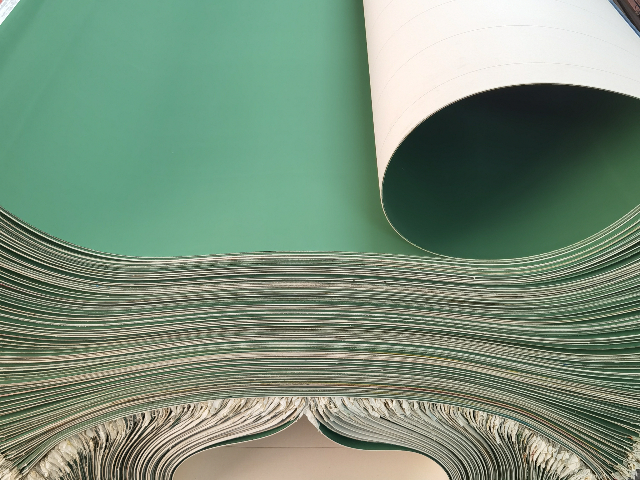
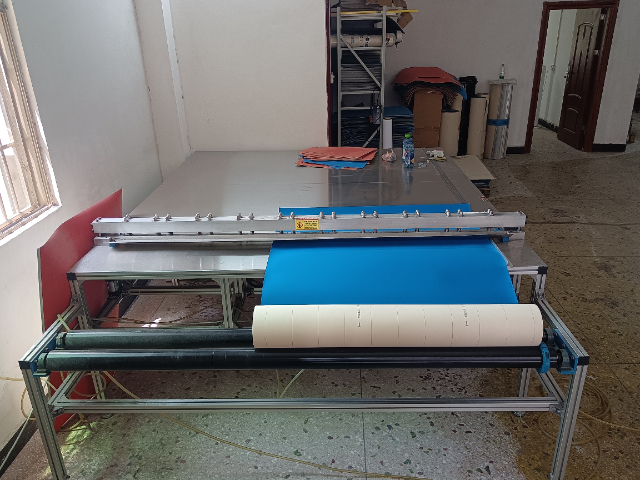
安装橡皮布时,首先要确保印刷机处于待机安全状态,并且已安装好印版。将橡皮布的引导端或夹头端放入卷绕杆或锁闭系统杆中固定,必要时在引导端或夹头端塞入衬垫并固定好。接着关闭印刷机,将寸动开关压下缓缓转动滚筒,卷出橡皮布和衬垫。完成上述步骤后,再次将印刷机置于待机安全状态,把橡皮布的末端放入卷绕杆或锁闭系统杆中。在整个安装过程中,要特别注意各步骤的操作规范,确保橡皮布安装牢固、平整,避免出现起皱、偏移等问题,为后续的印刷工作奠定良好基础。可用手拉撕法判断橡皮布的经向和纬向区别。河北气垫橡皮布加工
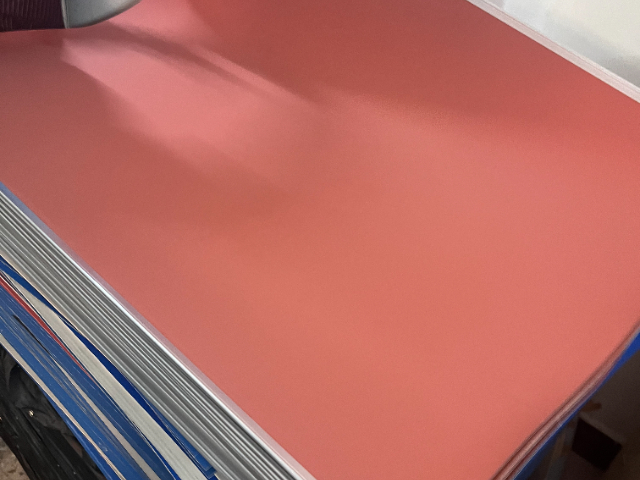
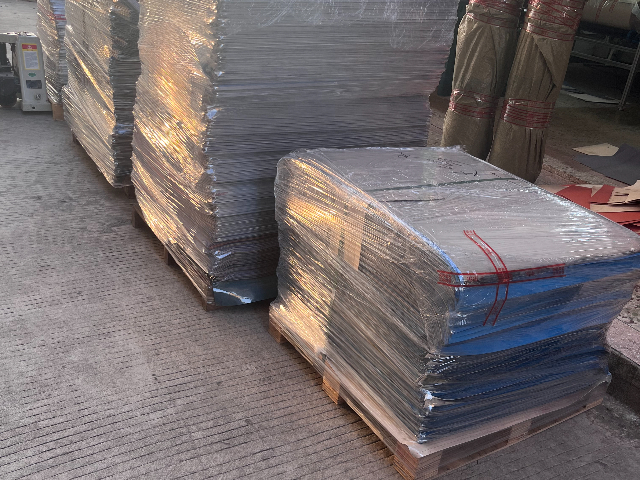
在纸品印刷厂,二手橡皮布的运输与装卸过程需要特别注意保护其性能。在运输过程中,要避免橡皮布受到剧烈的震动、挤压和摩擦,防止表面受损或内部结构变形。一般应将橡皮布妥善包装,使用柔软的材料进行衬垫和固定。装卸时,要轻拿轻放,严禁野蛮操作。若在运输和装卸过程中橡皮布受到损坏,如表面出现划伤、破裂等,会严重影响其在印刷厂的使用效果和寿命。因此,印刷厂在接收二手橡皮布时,要仔细检查其外观,如有问题及时与供应商沟通解决。广东二手橡皮布回收表面平整的橡皮布,可减小印刷机做功和压力。

当橡皮布基材(通常为尼龙帆布或聚酯纤维)出现轻微撕裂或纤维老化时,需进行加固处理。采用热熔胶膜(厚度 20-30μm)复合度聚酯网布(克重 50-80g/m²),通过热压设备(温度 120-140℃,压力 0.5MPa)实现层间粘合,粘合强度需≥5N/25mm。对于边缘磨损区域,采用包边工艺:将 30mm 宽的耐油橡胶条通过超声波焊接(频率 20kHz)固定,防止后续使用中纤维抽丝。加固后的基材需通过动态疲劳测试:在 100 万次模拟印刷压力(0.3-0.5MPa)循环下,变形量≤1%,确保在高速印刷(15000 张 / 小时)中保持尺寸稳定。某案例显示,经加固的橡皮布抗撕裂强度提升 40%,使用寿命较未加固产品延长 30%。
对于超大幅面橡皮布(如全张以上),若出现局部严重损伤,可采用拼接工艺修复。拼接处需先进行 45° 斜切处理(切口平整度≤0.02mm),涂覆聚氨酯胶粘剂(固含量 60%),在 0.2MPa 压力、60℃环境下加压固化 4 小时,使接缝强度≥12MPa(基材强度的 80%)。接缝区域需额外复合一层增强网布(宽度 10cm),通过热压融合实现平滑过渡(台阶高度≤5μm),避免印刷时产生条痕。拼接后的整体平面度误差需≤0.1mm/m,动态疲劳测试(10 万次压印)无开裂。某包装印刷厂采用拼接工艺修复 2.5m 宽橡皮布,单块节省成本约 8000 元,且成功完成 10 万印次的烟盒印刷订单。橡皮布弹性韧性好,能适应不同材质印刷需求。

在高温印刷场景(如轮转印刷机的烘干区域附近),翻新橡皮布需强化耐温性能。弹性层采用耐高温聚氨酯(玻璃化温度≥80℃),基材选用耐 150℃的芳纶纤维混纺布,整体耐温提升至 120℃(持续工作)/150℃(短时)。测试需通过:120℃烘箱放置 72 小时(硬度变化≤7HA),热收缩率(长度方向≤0.3%),以及与高温油墨(60℃)的兼容性(无粘连)。某轮转印刷厂反馈,经耐温处理的翻新橡皮布,在靠近烘干装置的印元使用寿命延长至普通产品的 2 倍。应对印刷问题,可尝试调整印版和橡皮布位置。广州二手橡皮布厂家直销
橡皮布具有良好抗压性,能在印刷时高效转移油墨。河北气垫橡皮布加工
在寒冷地区(环境温度<15℃),橡皮布基材易硬化,翻新工艺需针对性调整。预处理阶段增加恒温软化步骤:将橡皮布置于 40℃恒温箱中 2 小时,使邵氏硬度降至 70HA 以下;涂层材料需预热至 25-30℃(黏度控制在 2000-3000mPa・s),确保涂布流畅;固化温度提高至 130℃(常规为 120℃),延长保温时间至 40 分钟,保证交联充分。低温环境下的粘合强度测试标准更严格:-10℃冷冻 24 小时后,剥离强度下降率≤10%。某东北印刷厂采用调整后工艺,翻新橡皮布在冬季低温印刷时,弹性保持率达 90%,较未调整工艺提升 25%。河北气垫橡皮布加工
当橡皮布基材(通常为尼龙帆布或聚酯纤维)出现轻微撕裂或纤维老化时,需进行加固处理。采用热熔胶膜(厚度 20-30μm)复合度聚酯网布(克重 50-80g/m²),通过热压设备(温度 120-140℃,压力 0.5MPa)实现层间粘合,粘合强度需≥5N/25mm。对于边缘磨损区域,采用包边工艺:将 30mm 宽的耐油橡胶条通过超声波焊接(频率 20kHz)固定,防止后续使用中纤维抽丝。加固后的基材需通过动态疲劳测试:在 100 万次模拟印刷压力(0.3-0.5MPa)循环下,变形量≤1%,确保在高速印刷(15000 张 / 小时)中保持尺寸稳定。某案例显示,经加固的橡皮布抗撕裂强度提升 40%,...
- 康迪橡皮布源头厂家 2026-02-24
- 山西进口橡皮布源头厂家 2026-02-24
- 河北印刷 橡皮布供应商 2026-02-24
- 广州UV橡皮布批发 2026-02-24
- 广东印铁橡皮布厂家直销 2026-02-24
- 湖北康迪橡皮布货源 2026-02-14
- 中山康迪橡皮布加工 2026-02-14
- 广州气垫橡皮布批发 2026-02-14
- 中山印铁橡皮布代理商 2026-02-14
- 河南康迪橡皮布源头厂家 2026-02-14

- 广州明治橡皮布供应商 2026-02-13
- 广州印刷 橡皮布厂家 2026-02-13
- 佛山国产橡皮布翻新 2026-02-13
- 中山火神橡皮布供应商 2026-02-12
- 二手橡皮布回收 2026-02-12
- 广州金阳橡皮布加工 2026-02-12





- 广东印铁橡皮布厂家直销 02-24
- 湖北康迪橡皮布货源 02-14
- 中山康迪橡皮布加工 02-14
- 广州气垫橡皮布批发 02-14
- 中山印铁橡皮布代理商 02-14
- 河南康迪橡皮布源头厂家 02-14
- 河南火神橡皮布翻新 02-13
- 气垫橡皮布加工 02-13
- 佛山气垫橡皮布货源 02-13
- 平张橡皮布厂家 02-13