- 品牌
- 明治、金阳、火神
- 型号
- 齐全
在整个印刷流程里,橡皮布扮演着极为重要的角色。从 PS 版转移而来的图文,需要借助橡皮布才能顺利转移到承印物上,橡皮布充当了印版和承印物之间的关键中转媒介。它不仅要实现油墨的有效转移,还需确保印版与胶皮、胶皮与纸张表面达到良好的接触状态,减少承印物的变形情况,同时降低对版面的摩擦。如果橡皮布性能不佳或出现问题,将会直接影响油墨转移效果,导致印刷品出现网点变形、图文清晰度下降、重影等一系列质量问题,严重时甚至可能使印刷工作无法正常进行。创新型橡皮布厂家为产品融入二维码全流程溯源系统。山西金阳橡皮布源头厂家

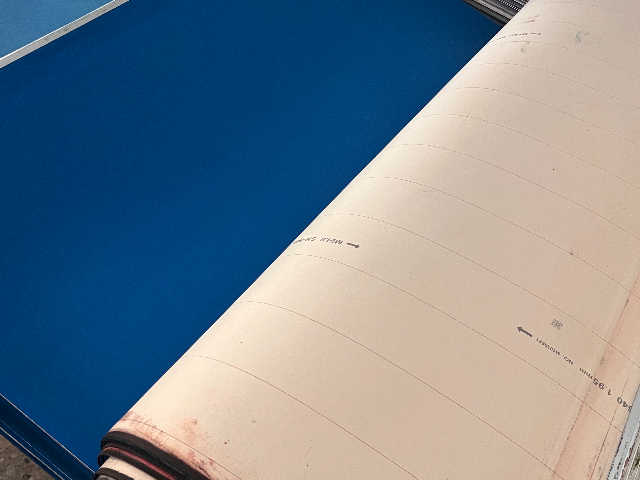
橡皮布的材质构成与制造工艺:印刷橡皮布由多层**纤织品和合成橡胶化合物精心制成。在制造过程中,纤织品和橡胶借助热能与化学能量,于精确控制的工序里紧密结合。其中,纤织品层由合成纤维与天然纤维组合而成,各层在强度和耐性方面存在差异。不同的化合物与结构赋予橡皮布在印刷机上独特的性能。例如,表面胶层直接接触油墨与承印物,需具备良好的吸墨性、传墨性以及耐磨性;而中间的气垫层(如气垫橡皮布)由合成弹性体和含空气微粒构成,封闭式颗粒状态决定了层间的压缩性,能有效缓冲压力,减少图文转移时的变形。这种复杂的材质构成与精细的制造工艺,使得橡皮布能够满足纸品印刷过程中的严苛要求,确保油墨转移的精细与稳定。深圳印刷 橡皮布厂家直销合规橡皮布厂家的产品完全符合绿色印刷行业相关标准。

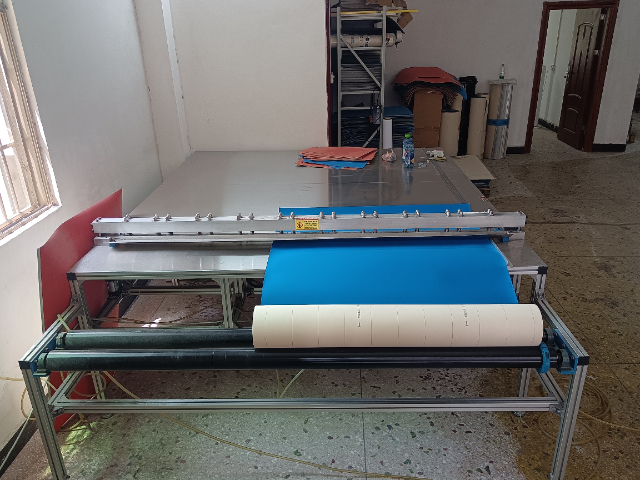
装橡皮布时,衬垫的平整至关重要,不能有任何起皱现象。一般橡皮布的包衬组合有橡皮布 + 毡呢 + 纸,或者橡皮布 + 精纺毛料 + 纸等形式,这些包衬材料在铺设时需格外小心,稍有不慎就容易起皱。绷紧橡皮布时,拖梢和咬口两边要同时进行,严禁单面绷紧,操作过程中务必注意安全,防止工具和螺丝插入滚筒轧坏橡皮布。新橡皮布弹性好、伸展性强,绷紧时应逐渐进行,绷紧一次后,让胶印机合压 3 - 5min,然后再次绷紧,如此反复 2 - 3 次,即可达到理想的绷紧程度。安装完成后,要检查橡皮布及其衬垫是否平服,若橡皮布内有墨皮、纸屑等杂物,出现凸凹现象,需重新安装。
橡皮布的平整度与厚度精度要求:对于纸品印刷使用的胶印橡皮布,平整度与厚度精度要求极为严格。由于平版胶印中,橡皮滚筒与压印滚筒的压缩量*为 0.1 - 0.2 毫米,所以橡皮布的平整度误差一般不得超过 0.04 毫米。若超过该范围,印刷品墨色会不均匀,网点形状也会改变。橡皮布各点的厚薄均匀程度同样关键,加工厚度必须保证一定精度。均匀的厚薄度能确保印刷压力均匀,使墨色一致,图文尺寸稳定。在实际生产中,需借助专业测量工具对橡皮布的平整度与厚度进行严格检测与把控,只有满足这些高精度要求的橡皮布,才能在纸品印刷中实现高质量的图文转移,呈现出清晰、色彩均匀的印刷效果。实力雄厚的橡皮布厂家具备规模化智能化的生产能力。
印刷过程中频繁接触油墨、清洗剂等溶剂,要求翻新橡皮布表面具备优异的耐化学性。耐溶剂涂层采用氟改性聚氨酯材料,通过狭缝涂布机(涂布速度 10-15m/min)均匀涂覆,干膜厚度 10-15μm。固化工艺为:80℃预烘 10 分钟,120℃高温固化 30 分钟,使涂层交联密度≥90%。性能测试需通过:浸泡 24 小时(重量变化率≤3%),擦拭 500 次(无露底),油墨清洗剂喷淋(3MPa 压力,30 秒)无溶胀 —— 这些指标确保涂层在每日印刷后的清洗过程中保持稳定。某烟包印刷厂反馈,采用耐溶剂涂层的翻新橡皮布,清洗周期可延长至传统产品的 1.5 倍,减少停机维护时间。气垫式橡皮布加工配可压缩层,弹性回复快无凹陷。湖南二手橡皮布源头厂家
惠州瑞创力橡皮布加工精度高,厚度公差控制在 ±0.02mm 内。山西金阳橡皮布源头厂家
书刊杂志印刷对橡皮布的网点还原能力要求苛刻,细微的表面缺陷都可能导致印刷品出现网点丢失、糊版等问题,而翻新橡皮布通过精细化修复,能有效满足这类印刷需求。在翻新过程中,技术人员会重点关注橡皮布的表面粗糙度和弹性恢复能力:采用激光测厚仪对橡皮布进行逐点厚度检测,确保修复后整体厚度偏差不超过 0.03mm,避免因厚度不均导致印刷压力波动;针对影响网点还原的表面细微划痕,使用纳米级修复涂层进行覆盖,涂层厚度 0.01mm-0.02mm,既不影响橡皮布弹性,又能提升表面光滑度,使网点还原率从修复前的 85% 提升至 95% 以上。某书刊印刷厂引入翻新橡皮布后,在印刷 60 线 - 150 线的书刊内页时,网点清晰锐利,文字边缘无毛刺,印刷品合格率从 92% 提升至 98%,同时单批次印刷成本降低 30%,尤其适合教材、杂志等大批量、低利润的印刷业务。山西金阳橡皮布源头厂家
当橡皮布基材(通常为尼龙帆布或聚酯纤维)出现轻微撕裂或纤维老化时,需进行加固处理。采用热熔胶膜(厚度 20-30μm)复合度聚酯网布(克重 50-80g/m²),通过热压设备(温度 120-140℃,压力 0.5MPa)实现层间粘合,粘合强度需≥5N/25mm。对于边缘磨损区域,采用包边工艺:将 30mm 宽的耐油橡胶条通过超声波焊接(频率 20kHz)固定,防止后续使用中纤维抽丝。加固后的基材需通过动态疲劳测试:在 100 万次模拟印刷压力(0.3-0.5MPa)循环下,变形量≤1%,确保在高速印刷(15000 张 / 小时)中保持尺寸稳定。某案例显示,经加固的橡皮布抗撕裂强度提升 40%,...
- 康迪橡皮布源头厂家 2026-02-24
- 山西进口橡皮布源头厂家 2026-02-24
- 河北印刷 橡皮布供应商 2026-02-24
- 广州UV橡皮布批发 2026-02-24
- 广东印铁橡皮布厂家直销 2026-02-24
- 湖北康迪橡皮布货源 2026-02-14
- 中山康迪橡皮布加工 2026-02-14
- 广州气垫橡皮布批发 2026-02-14
- 中山印铁橡皮布代理商 2026-02-14
- 河南康迪橡皮布源头厂家 2026-02-14

- 广州明治橡皮布供应商 2026-02-13
- 广州印刷 橡皮布厂家 2026-02-13
- 佛山国产橡皮布翻新 2026-02-13
- 中山火神橡皮布供应商 2026-02-12
- 二手橡皮布回收 2026-02-12
- 广州金阳橡皮布加工 2026-02-12





- 广东印铁橡皮布厂家直销 02-24
- 湖北康迪橡皮布货源 02-14
- 中山康迪橡皮布加工 02-14
- 广州气垫橡皮布批发 02-14
- 中山印铁橡皮布代理商 02-14
- 河南康迪橡皮布源头厂家 02-14
- 河南火神橡皮布翻新 02-13
- 气垫橡皮布加工 02-13
- 佛山气垫橡皮布货源 02-13
- 平张橡皮布厂家 02-13