- 品牌
- 比斯特
- 型号
- 定制
点焊过程):(1)预压阶段——电极下降到电流接通阶段,确保电极压紧工件,使工件间有适当压力。(2)焊接时间——焊接电流通过工件,产热形成熔核。(3)维持时间——切断焊接电流,电极压力继续维持至熔核凝固到足够强度。(4)休止时间——电极开始提起到电极再次开始下降,开始下一个焊接循环。为了改善焊接接头的性能。深圳比斯特自动化设备有限公司成立于2005年,是一家专注于圆柱电池组自动化设备的研发、生产和销售的技术企业。公司拥有大规模的研发生产基地,先进的生产机械设备以及一批专业的管理人员和技术人才。我们严格按照国际化标准管理企业,并且严格执行ISO9001国际质量体系标准。我们的设备远销东南亚、欧美等多个国家和地区。比斯特的设备在质量和效率方面是市场上的佼佼者。除了提供好的设备外,我们还为全球客户提供2年的质保,技术培训,派遣专业技术人员上门指导安装和使用,并且在售后服务中保持24小时快速响应和跟踪。我们致力于为客户提供好的支持和服务,确保他们能够充分利用我们的设备,取得好的效果。有时需要将下列各项中的一个或多个加于基本循环:(1)加大预压力以消除厚工件之间的间隙,使之紧密贴合。(2)用预热脉冲提高金属的塑性。大功率锂电池点焊就用深圳比斯特自动点焊机。江苏大功率点焊机价格

工件压紧不焊接:a.检查脚踏板行程是否到位,脚踏开关是否接触良好。b.检查压力杆弹簧螺丝是否调整适当。3、焊接时出现不应有的飞溅:a.检查电极头是否氧化严重。b.检查焊接工件是否严重锈蚀接触不良。c.检查调节开关是否档位过高。d.检查电极压力是否太小,焊接程序是否正确。4、焊点压痕严重并有挤出物:a.检查电流是否过大。b.检查焊接工件是否有凹凸不平。c.检查电极压力是否过大,电极头形状、截面是否合适。5、焊接工件强度不足:a.检查电极压力是否太小,检查电极杆是否紧固好。b.检查焊接能量是否太小,焊接工件是否锈蚀严重,使焊点接触不良。c.检查电极头和电极杆、电极杆和电极臂之间是否氧化物过多。d.检查电极头截面是否因为磨损而增大造成焊接能量减小。e.检查电极和铜软联和结合面是否严重氧化。6、焊接时交流接触器响声异常:a.检查交流接触器进线电压在焊接时是否低于自身释放电压300伏。b.检查电源引线是否过细过长,造成线路压降太大。c.检查网路电压是否太低,不能正常工作。d.检查主变压器是否有短路,造成电流太大。7、焊机出现过热现象:a.检查电极座与机体之间绝缘电阻是否不良,造成局部短路。b.检查进水压力、水流量、供水温度是否合适。武汉脉冲点焊机价格深圳比斯特点焊机焊接性能稳定,效率高。
中频逆变点焊机编辑锁定中频逆变焊机是把50HZ的交流电整流滤波逆变为800HZ到2000HZ的中频方波,经中频变压器(变压器的体积和重量只有传统焊接变压器的40%左右)降压为低压交流电再经过单相全波整流为低压直流电,通过一体化点焊钳或固定点焊机对工件进行焊接的机器。中文名中频逆变点焊机外文名Intermediatefrequencyinverterspotweldingmachine重量658kg焊接规范99规范电极方式单\双面目录1机器性能2技术参数3工作过程4产品比较中频逆变点焊机机器性能编辑中频点焊机采用非晶磁芯,焊接变压器性能更优越。焊接过程和焊接规范采用片计算机闭环控制,能方便地实现多种焊接循环。焊接参数由轻触式按键调整设定,并由液晶屏幕显示,人机界面凸现时代潮流。独特的电极加压机构,电极力调节灵敏,随动性高,使逆变点焊机特别适合焊接精细工件。中频逆变点焊机技术参数编辑项目(单位)\型号DB-XX额定功率KVA50320输入电源V3X3803X380额定频率Hz50/6050/60最大短路电流A负载持续率%2020控制方式定I\U控制定I\U控制控制精度ms11电极方式单\双面单\双面焊接规范99规范99规范重量kg658885中频逆变点焊机工作过程编辑中频逆变焊机把50HZ的交流电整流滤波逆变为800HZ到2000HZ的中频方波。
并且在售后服务中保持24小时快速响应和跟踪。我们致力于为客户提供好的支持和服务,确保他们能够充分利用我们的设备,取得好的效果。电源指示灯不亮:a.检查电源电压是否正常;检查控制系统是否正常。b.检查脚踏开关触点、交流接触器触点、分头换挡开关是否接触良好或烧损。电源指示灯亮,工件压紧不焊接:a.检查脚踏板行程是否到位,脚踏开关是否接触良好。b.检查压力杆弹簧螺丝是否调整适当。焊接时出现不应有的飞溅:a.检查电极头是否氧化严重。b.检查焊接工件是否严重锈蚀接触不良。c.检查调节开关是否档位过高。d.检查电极压力是否太小,焊接程序是否正确。焊点压痕严重并有挤出物:a.检查电流是否过大。b.检查焊接工件是否有凹凸不平。c.检查电极压力是否过大,电极头形状、截面是否合适。5、焊接工件强度不足:a.检查电极压力是否太小,检查电极杆是否紧固好。b.检查焊接能量是否太小,焊接工件是否锈蚀严重,使焊点接触不良。c.检查电极头和电极杆、电极杆和电极臂之间是否氧化物过多。d.检查电极头截面是否因为磨损而增大造成焊接能量减小。e.检查电极和铜软联和结合面是否严重氧化。数码电池焊接自动点焊机就找深圳比斯特。

检查水路系统是否有污物堵塞,造成因为冷却不好使电极臂、电极杆、电极头过热。c.检查铜软联和电极臂,电极杆和电极头接触面是否氧化严重,造成接触电阻增加发热严重。d.检查电极头截面是否因磨损增加过多,使焊机过载而发热。e.检查焊接厚度、负载持续率是否超标,使焊机过载而发热[1]优缺点电阻焊具有下列优点:1、熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。2、加热时间短、热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排矫正和热处理工序。3、不需要焊条、焊丝等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。4、操作简单,易于实现机械化和自动化,改善了劳动条件。5、生产率高,且无噪声及有害气体,在大批量生产中,可以和其它制造工序一起编到组装线上,但闪光对焊因有火花喷溅,需要隔离。电阻焊具有下列缺点:1、缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和焊件的破坏性试验来检查,以及靠各种监控技术来保证。2、点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度均较低。3、设备功率大、机械化、自动化程度较高,使设备成本增加。维修较困难。点焊机哪家好?比斯特好!徐州手动点焊机厂家
深圳比斯特自主研发晶体管智能点焊机。江苏大功率点焊机价格
焊机使用时如发现交流接触器吸合不实,说明电网电压过低,用户应该首先解决电源问题,电源正常后方可使用。需要指出的是,新购买的焊机半个月内如出现主件质量问题,可以更换新的焊机或者更换主件。焊机主机部分保修一年,长期提供维修服务。一般情况下用户通知厂方后,根据路程远近三到七天内服务到位。由于用户原因而造成的焊机损坏不在保修范围内。易损件、消耗件不在保修范围内。由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因此,电极的形状和材料对熔核的形成有影响。随着电极端头的变形和磨损,接触面积增大,焊点强度将降低。工件表面的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层甚至会使电流不能通过。局部的导通,由于电流密度过大,则会产生飞溅和表面烧损。氧化物层的存在还会影响各个焊点加热的不均匀性,引起焊接质量波动。因此彻底清理工件表面是保证获得接头的必要条件。故障排除1、踏下脚踏板焊机不工作。电源指示灯不亮:a.检查电源电压是否正常;检查控制系统是否正常。b.检查脚踏开关触点、交流接触器触点、分头换挡开关是否接触良好或烧损。2、电源指示灯亮。江苏大功率点焊机价格

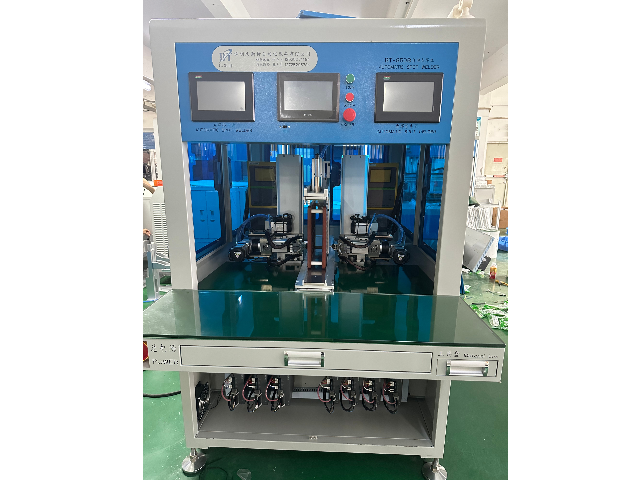
深圳比斯特自动化设备有限公司作为自动化设备领域的佼佼者,凭借其专业的技术团队和丰富的产品线,为客户提供高质量的产品和服务,推动了自动化设备的创新和发展。比斯特BT-850B-10000A双面自动点焊机集成了先进的双面焊接技术,专为高效、精确的电池组焊接设计。该设备配备了强大的10000A焊接电流,确保焊接过程的稳定性和可靠性。其独特的旋转功能,使得焊头可以在正负90度的范围内自由旋转,适应各种复杂工件的焊接需求。这种设计不仅提高了焊接效率,还极大减少了人工干预,降低了操作难度。选择比斯特点焊机,就是选择稳定高效的智能焊接伙伴。电池点焊机结构深圳比斯特自动化设备有限公司拥有一支经验丰富的研发团队...
- 锂电池组点焊机推荐厂家 2026-03-03
- 深圳脚踩点焊机哪家好 2026-03-02
- 半固态电池组点焊机供应 2026-03-01
- 点焊机结构 2026-03-01
- 锂电点焊机产品介绍 2026-03-01
- 圆柱电池组点焊机销售 2026-03-01
- 锂电点焊机销售方法 2026-02-28
- 三元锂电池组点焊机怎么样 2026-02-28
- 锂电池组点焊机销售方法 2026-02-27
- 半固态电池组点焊机现货 2026-02-27


- 锂电点焊机品牌 2026-02-25
- 磷酸铁锂电池组点焊机修复 2026-02-25
- 湖州21700点焊机费用 2026-02-24
- 无锡锂电池点焊机批发 2026-02-24
- 成都锂电池点焊机生产厂家 2026-02-24
- 太原单面点焊机价格 2026-02-24

- 深圳脚踩点焊机哪家好 03-02
- 锂电分选机检测技术 03-02
- 磷酸铁锂电池组分选机批量定制 03-02
- 磷酸铁锂电池组综合性能测试代理价格 03-02
- 半固态电池组点焊机供应 03-01
- 点焊机结构 03-01
- 电池分选机设计 03-01
- 锂电分选机代理 03-01
- 锂电点焊机产品介绍 03-01
- 电芯综合性能测试什么价格 03-01