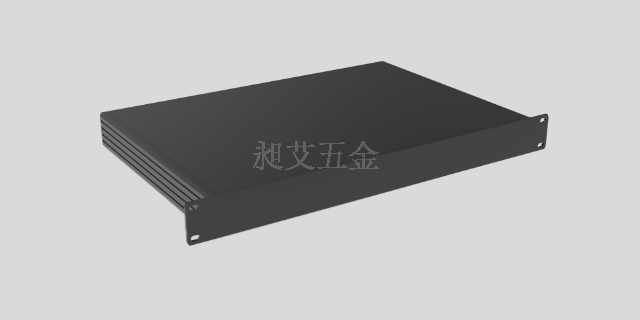
钣金机箱:创新设计带领行业潮流。在现代科技的推动下,钣金机箱的设计不断创新。它不再是一个简单的外壳,而是融合了功能性、美观性和人性化设计于一体。外观上,通过独特的造型和表面处理工艺,展现出时尚、科技感十足的风格,能够与各种高级设备相得益彰。在内部结构设计上,充分考虑了设备的安装、维护和升级需求,采用模块化设计理念,使得组件的更换和维修更加便捷。同时,加强了散热和通风设计,提高了设备的散热效率,延长了使用寿命。创新的线缆管理系统,让机箱内部布线整齐有序,减少了信号干扰。钣金机箱的创新设计不仅满足了不断变化的市场需求,还为行业发展树立了新的模范。定制钣金机箱,满足特殊行业的严格要求。通用钣金机箱费用
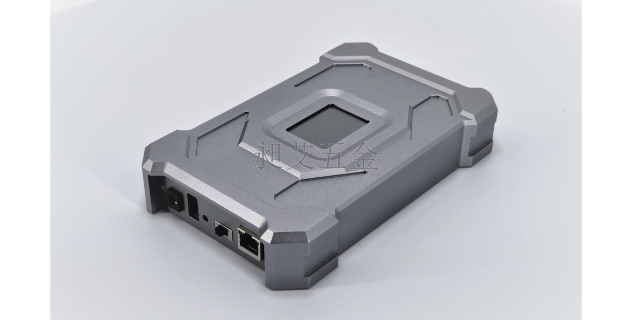
钣金机箱的表面处理是提升其外观质量、耐腐蚀性和耐用性的重要环节。以下是关于钣金机箱表面处理的几个关键点:喷涂:喷涂是常见的表面处理方法,通过在机箱外壳上喷涂漆或涂料,实现防腐、美观和保护的效果。常见的喷涂方式有喷漆和喷粉末涂装,能够赋予机箱不同的颜色和质感。电镀:电镀是通过将金属离子沉积在机箱外壳表面,形成一层金属镀层。常见的电镀方式有镀铬、镀锌等,这些镀层能提供高光泽、耐腐蚀和耐磨损的特性。阳极氧化:特别适用于铝合金机箱,通过在表面形成氧化膜,增加硬度、耐磨性和耐腐蚀性。同时,阳极氧化还能提供多种颜色的选择,满足不同设计需求。镀膜:镀膜是将一层保护性或装饰性的薄膜覆盖在机箱外壳表面。常见的镀膜方式包括镀锌、镀镍、镀金等,这些薄膜能够提供额外的保护,并赋予机箱不同的外观效果。美容钣金机箱设计钣金机箱,设计独特,散热高效,提升设备性能。

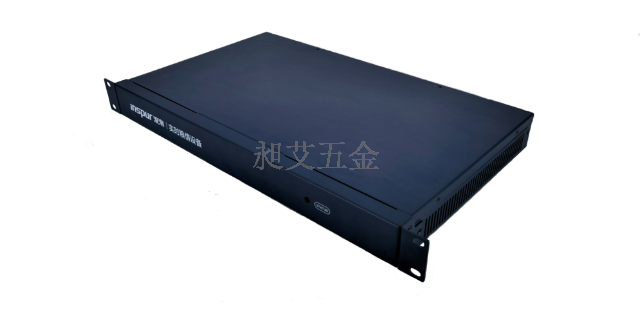
精密钣金机箱是现代工业中不可或缺的重要组件,不仅满足了设备对结构稳定性的高要求,同时也兼顾了美观性和实用性。精密钣金机箱的制造过程经过多道工序的精细打磨和严格的质量控制。从选材开始,就严格遵循行业标准,选用高质量的钣金材料,确保机箱的强度和耐用性。随后,经过切割、折弯、冲压、焊接等工艺处理,机箱的形状逐渐成型,每一个细节都经过精心设计和打磨。在机箱的外观上,精密钣金机箱通常采用防静电、防腐蚀的涂层处理,确保设备在恶劣环境下仍能稳定运行。同时,机箱表面经过抛光、喷涂等工艺处理,使其外观更加美观、大方。在内部结构上,精密钣金机箱采用模块化设计,便于设备的安装和维护。同时,机箱内部还配备了散热风扇、散热片等散热装置,确保设备在运行过程中能够保持良好的散热性能。
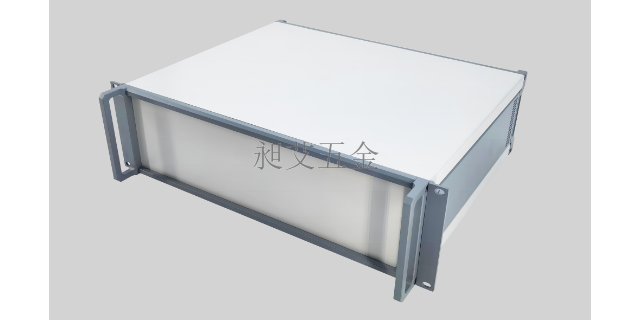
钣金机箱的尺寸设计基于其应用需求、内部组件的布置以及整体的外观和功能性。以下是对钣金机箱尺寸设计的简要概述:标准尺寸:对于常规钣金机箱,其尺寸可能根据模组或应用需求而有所不同。例如,针对240x240mm模组的钣金箱体外尺寸,其宽度通常为240mm,而高度和深度则可能根据具体的模组类型和尺寸进行调整。公差范围:在制造过程中,钣金机箱的尺寸需要控制在一定的公差范围内以确保其准确性和可靠性。例如,在某些情况下,宽度为240mm的钣金机箱可能具有+0到-0.6mm的公差范围。内部空间:除了外部尺寸外,钣金机箱的内部空间也是设计时需要考虑的重要因素。内部空间需要足够大以容纳所有必要的组件和设备,同时还要考虑到散热、布线以及未来可能的扩展需求。特殊尺寸:对于某些特殊应用,如服务器机柜或电力机柜等,钣金机箱的尺寸可能采用特定的标准或规范。例如,服务器机柜通常采用19英寸宽的标准尺寸,而高度则以44.45mm的倍数进行计量。钣金机箱,强度高,能承受较大的外力冲击。

作为切割钣金机箱的 方法,激光切割以其快速、精确的特点确保了加工效果。特别是对于较厚的机箱材料,激光切割能够提供更 的切割质量。特点可以归纳如下:高精度:激光切割机具有极高的定位精度,通常可以达到0.05mm,重复定位精度更是高达0.02mm,这确保了钣金机箱在切割过程中的精确性,减少了后续加工的需要。高效能:激光切割速度快,能够 缩短加工周期,提高生产效率。同时,激光束聚焦的光点直射面积极小,可进行微窄缝、微孔等精细加工,满足钣金机箱复杂结构的需求。高质量:激光切割的切口平滑,无毛刺,切割面光洁度高,减少了后续打磨等工序,提升了机箱的整体质量。此外,激光切割过程中热影响区小,工件基本无热变形,保证了机箱的精度和稳定性。 适应性:激光切割技术几乎可以切割所有类型的金属材料,包括碳钢、不锈钢、铝合金等,为钣金机箱的加工提供了 的选择空间。灵活性:激光切割不受材料硬度和厚度的限制,且切割形状灵活多样,可以随意切割任意形状,满足钣金机箱多样化的设计需求。钣金机箱,精密制造,尺寸准确,安装方便。CNC加工钣金机箱供应商
钣金机箱,工艺精湛,质量可靠,深受用户好评。通用钣金机箱费用
钣金机箱的折弯是加工过程中的重要环节,其复杂性和技术要求较高。折弯原理钣金折弯工艺利用金属的塑性变形特性,通过折弯机对金属板材施加压力,使其按照预设的角度和形状发生弯曲。这一过程中,金属板材经历弹性变形和塑性变形两个阶段, 终形成所需的折弯角度和形状。折弯步骤准备阶段:根据图纸要求,确定折弯的角度、尺寸和顺序。选择合适的折弯机和模具,并调整设备至 状态。放料与定位:将金属板材准确放置在折弯机的下模上,确保板材与模具贴合紧密,无偏移。折弯操作:启动折弯机,上模下压对板材进行折弯。在折弯过程中,需控制折弯力度和速度,确保折弯角度和形状准确。检查与调整:折弯完成后,使用测量工具检查折弯角度和尺寸是否符合要求。如有偏差,需及时进行调整。通用钣金机箱费用