- 品牌
- 亚普
- 型号
- 提升机
- 类型
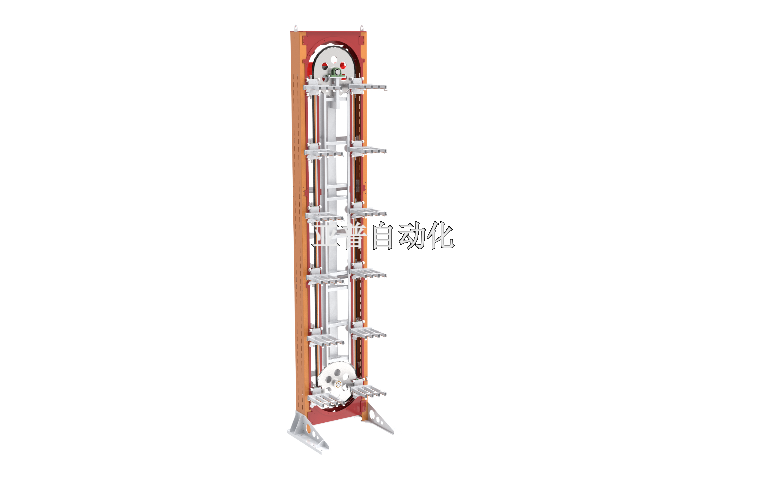
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
提升机在能源回收利用方面也具有一定的潜力。在一些大型的提升机系统中,可以采用能量回馈技术,将设备在制动过程中产生的能量进行回收并转化为电能,反馈到电网中或供其他设备使用。这种能源回收利用方式不仅提高了能源的利用效率,降低了企业的能耗成本,还符合节能环保的发展趋势。例如在大型矿井提升机系统中,采用能量回馈技术后,每年可以回收大量的电能,为企业节省了可观的电费支出。
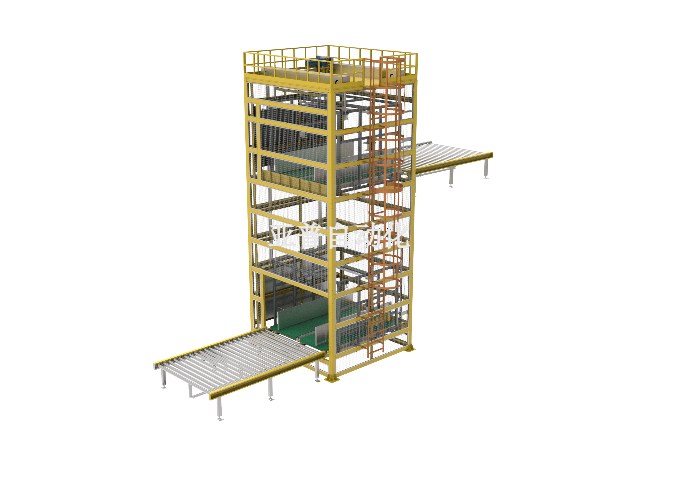
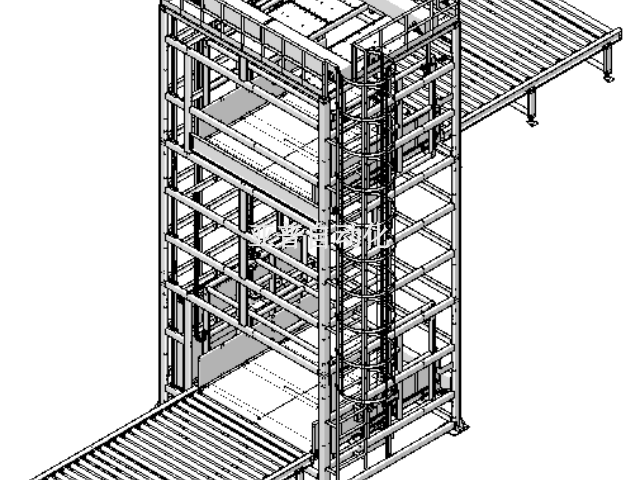
它能够提高物料的存储和管理效率。在自动化仓库中,提升机与堆垛机等设备配合使用,实现了物料的自动存储和检索。提升机将物料准确输送到指定的货架位置,堆垛机再将物料存入货架。当需要取用物料时,提升机和堆垛机按照指令将物料取出并输送到指定的出货口。这种自动化的存储和管理方式,提高了仓库的空间利用率,减少了人工查找和搬运物料的时间,提高了物料管理的准确性和效率。 配合视觉定位技术,提升机停靠各楼层,误差小于2mm,确保安全运行。贵州垂直斗式提升机

升机技术在外贸电商领域的深度应用,正在构建全球供应链的垂直智能解决方案。通过自动化立体仓储与智能分拣系统的融合,该技术***提升了跨境电商的物流响应速度与空间利用率。在仓储管理环节,四向穿梭提升机系统,配合高速辊筒输送线,可实现货架高度突破24米的立体存储,使深圳某跨境电商保税仓的存储密度提升300%。物流分拣方面,某科技公司的智能提升分拣机器人,采用机器视觉定位技术,分拣准确率达到99.99%,助力某公司实现日均20万单的欧洲市场订单处理。特别在冷链仓储中,配备温控传感器的提升机系统能在-25℃环境下稳定运行,确保生鲜产品在跨境运输中的品质保障。据***报告显示,应用智能提升机系统的外贸电商企业,其仓储作业效率平均提升45%,人工成本降低60%,订单履约时效缩短至4小时内。这种垂直物流解决方案,正成为跨境电商突破仓储瓶颈的**技术支撑。河南连续提升机橡胶厂密炼机提升机耐高温耐腐蚀,使用寿命延长50%,维护间隔加倍。
提升机的应用***降低了企业的人力成本。在大规模的生产企业中,若采用人工进行物料的垂直搬运,需要雇佣大量的劳动力,并且还需支付员工的培训费用、工资、福利等。随着人力成本的不断攀升,这无疑给企业带来了沉重的负担。而引入提升机后,*需少数技术人员对设备进行监控和维护即可。例如在建材生产企业,过去搬运砖块等建筑材料需要数十名工人轮班作业,现在通过提升机的自动化运行,不仅减少了人员数量,还降低了因人员流动带来的生产不稳定因素,为企业节省了大量的运营成本。
在现代工业生产中,提升机作为关键的垂直运输设备,其快速运输能力对生产效率的提升具有决定性作用。特别是在快递物流、电商仓储等时效性要求高的领域,提升机的速度优势表现得尤为突出。以典型快递分拣中心为例,日均处理包裹量可达10万件以上。传统人工搬运方式每小时*能处理200-300件,而配置提升机的自动化分拣系统处理能力可达每小时5000-8000件,效率提升近30倍。提升机通过变频调速技术,可根据包裹流量实时调整运行速度,比较高可达2米/秒的输送速度。这种智能调速能力既保证了高峰期处理效率,又能在低峰期实现节能运行。提升机的速度优势主要体现在三个方面:首先,垂直运输环节可将包裹从接收区快速提升至分拣平台,单次提升时间控制在10秒以内;其次,通过光电传感器和条码识别技术,实现包裹的精细定位和快速分拣,误差率低于0.1%;***,与传送带系统无缝衔接,形成完整的自动化物流网络,使整体分拣效率提升40%以上。在实际应用中,某大型电商仓储中心引入提升机系统后,订单处理时间从原来的4小时缩短至1.5小时,日处理能力提升60%,人力成本降低35%。这些数据充分证明了提升机在提高企业市场竞争力方面的重要价值。
提升机准确定位,玻璃板块安装误差小于2毫米。
提升机的多样化控制方式满足了不同生产场景的操作需求。除了常规的按钮控制、远程控制外,还可以采用触摸屏控制、语音控制等方式。在一些对操作便捷性要求较高的生产车间,操作人员可以通过语音指令控制提升机的运行,无需手动操作按钮,提高了操作的效率和便利性。特别是在双手被占用的情况下,语音控制的优势更加明显,减少了操作时间,提升了生产效率。它在产品包装环节发挥着重要作用。在自动化包装生产线中,提升机将产品准确输送到包装工位,与包装设备精细对接。例如在化妆品包装线上,提升机将瓶身、瓶盖等部件依次输送到组装和包装设备,确保每个包装环节的准确性和连贯性。同时,提升机的稳定运行保证了包装过程的高效进行,提高了产品包装的质量和速度,使产品能够快速进入市场。四向穿梭车协同提升机,料箱周转速度达1200箱/小时,巷道切换时间3秒。辽宁提升机
联动自动门系统,提升机无缝对接各楼层通道,开关延迟0.3秒,节能降耗。贵州垂直斗式提升机
RFID智能仓储系统技术方案
1. 项目背景
随着物流行业数字化转型加速,传统仓储管理方式已无法满足高效精细的作业需求。本方案通过RFID技术与提升机系统的深度集成,构建智能化仓储管理平台。
2. 系统设计
2.1 硬件配置
-
RFID识别系统:
-
超高频读写器(IMPINJ R420,读取距离8米)
-
抗金属标签(Alien Higgs-3,耐高温120℃)
-
四通道极化天线阵列
-
-
提升机系统:
-
伺服电机驱动(精度±0.5mm)
-
激光定位传感器
-
安全光幕防护
-
2.2 软件架构
-
中间件平台:采用Java开发,支持10万级标签数据处理
-
数据库系统:MySQL集群部署
-
可视化看板:实时显示库存状态
3. 技术实现
3.1 工作流程
-
入库环节:自动识别货物信息(500ms/件)
-
库存管理:动态更新库存数据
-
出库校验:双重验证机制
3.2 关键技术
-
多标签防碰撞算法
-
数据加密传输
-
异常自动报警
4. 实施计划
阶段时间交付物部署2周硬件安装完成调试1周系统联调报告培训3天操作手册
5. 预期效益
-
作业效率提升60%
-
人工成本降低45%
-
库存准确率99.95% 贵州垂直斗式提升机