- 品牌
- 亚普
- 型号
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
提升机在自动化生产中的应用,加速了企业的数字化转型进程。其产生的大量运行数据经过分析和处理,能够为企业的数字化决策提供支持。通过对提升机运输效率、能耗等数据的分析,企业可以优化生产流程,调整设备参数,实现生产过程的数字化管理。同时,这些数据还可以与企业的大数据平台相结合,挖掘潜在的生产优化方案,推动企业向智能化、数字化方向发展。从员工职业健康角度来看,提升机降低了工人因长期从事重体力劳动带来的身体损伤风险。在过去依靠人工搬运重物的工作环境中,员工容易患上腰椎、颈椎等疾病。引入提升机后,员工无需再进行**度的体力搬运,工作强度大幅降低。在建材搬运岗位,员工从繁重的体力劳动中解放出来,从事设备监控和简单维护工作,有效改善了员工的工作环境,保障了员工的身体健康,提高了员工的工作满意度和忠诚度。玻璃厂用提升机防震设计,成品率提升至98%,年减少破损损失200万元。宁夏板链式提升机链条

升机技术在外贸电商领域的深度应用,正在构建全球供应链的垂直智能解决方案。通过自动化立体仓储与智能分拣系统的融合,该技术***提升了跨境电商的物流响应速度与空间利用率。在仓储管理环节,四向穿梭提升机系统,配合高速辊筒输送线,可实现货架高度突破24米的立体存储,使深圳某跨境电商保税仓的存储密度提升300%。物流分拣方面,某科技公司的智能提升分拣机器人,采用机器视觉定位技术,分拣准确率达到99.99%,助力某公司实现日均20万单的欧洲市场订单处理。特别在冷链仓储中,配备温控传感器的提升机系统能在-25℃环境下稳定运行,确保生鲜产品在跨境运输中的品质保障。据***报告显示,应用智能提升机系统的外贸电商企业,其仓储作业效率平均提升45%,人工成本降低60%,订单履约时效缩短至4小时内。这种垂直物流解决方案,正成为跨境电商突破仓储瓶颈的**技术支撑。江苏连续式提升机立体库提升机RFID识别,百万级色号面料零混淆。

在自动化生产流程中,提升机是实现物料垂直运输的**设备。传统的人工搬运物料,不仅效率低下,而且难以保证运输的稳定性和准确性。而提升机凭借其高度自动化的设计,能够按照预设的程序,精细地将物料从一个高度运输到另一个高度。以食品加工行业为例,在饼干生产线中,提升机可以将混合好的面团准确输送到成型机上方,避免了人工搬运过程中面团的变形和污染,确保每一块饼干都能在标准化的流程下生产,极大地提高了产品的合格率和生产效率。
在现代工业生产中,提升机凭借***的承载能力和稳定性能,已成为重工业领域不可或缺的垂直运输设备。其**技术优势体现在三个方面:首先,承载系统采用高强度合金钢链条和多层钢丝绳,配合精密传动设计,可稳定运输3-50吨物料。以钢铁行业为例,热轧车间的5吨钢坯通过特殊吊具运输时,振幅可控制在毫米级,较传统吊装设备安全性提升80%。其次,模块化结构设计包含四大**组件:变频驱动系统实现平稳启停;多模式传动系统适应不同负载;智能安全装置集成过载保护和紧急制动;耐热系统确保800℃高温环境稳定运行。这种设计使设备维护效率提升40%。***,智能化升级带来***效益:通过物联网传感器实时监测运行参数,结合PLC控制系统实现全自动化作业流程。数据显示,智能提升机能耗降低15%,故障率下降30%,年维护成本可减少25万元/台。这些技术创新使提升机在钢铁、矿山等领域展现出不可替代的价值,是智能制造时代物流系统升级的关键设备。联动自动门系统,提升机无缝对接各楼层通道,开关延迟0.3秒,节能降耗。
提升机在自动化生产中可以降低产品的生产成本。通过提高生产效率、减少物料损耗、降低人力成本等多种方式,提升机为企业节省了大量的成本。例如在金属加工行业,采用提升机后,生产效率提高了 30%,物料损耗降低了 15%,人力成本减少了 20%,综合计算下来,产品的生产成本大幅降低,提高了企业的产品竞争力和市场盈利能力。其稳定的运行性能保证了生产的连续性。在自动化生产线上,任何一个环节的中断都可能导致整个生产线的停滞,造成巨大的经济损失。提升机凭借其高可靠性和稳定性,能够长时间连续运行,为生产线的正常运转提供了有力保障。在饮料灌装生产线中,提升机将空瓶准确输送到灌装设备,灌装完成后再将成品输送到包装环节,整个过程连续不断,确保了饮料的高效生产,满足了市场的需求。冷链物流提升机保持-18℃恒温,食品保鲜期延长30%,损耗率降至3%以下。云南物料提升机安装方案
联动机械臂装卸货物,提升机减少人工搬运强度,工伤事故率下降60%,保障作业安全。宁夏板链式提升机链条
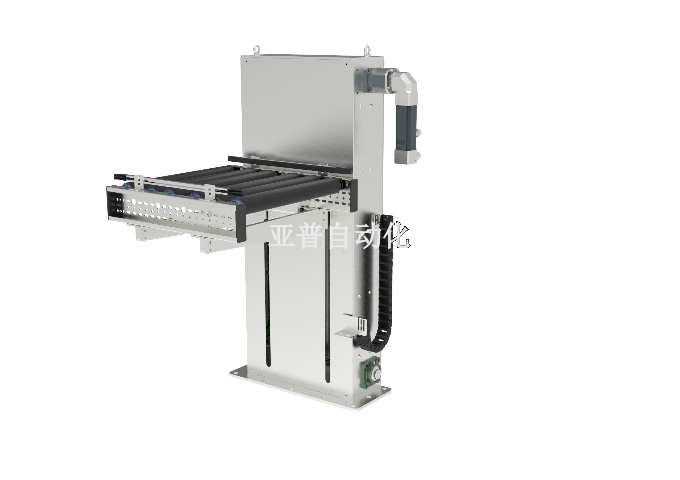
提升机与输送线智能联动技术方案
1. 系统架构
1.1 硬件组成
-
伺服驱动提升机(载重500kg,升降速度0.8m/s)
-
滚筒输送线(速度0.5m/s,宽度600mm)
-
工业级条码扫描系统(识别率99.95%)
-
光电传感器阵列(定位精度±2mm)
1.2 控制系统
-
PLC主控单元:三菱FX5U系列
-
运动控制模块:支持EtherCAT通讯
-
人机界面:10.1寸触摸屏
2. 关键技术
2.1 智能联动控制
-
基于PID的位置同步算法
-
速度匹配补偿机制
-
异常状态自诊断功能
2.2 性能优化
-
动态缓冲设计(缓存容量20箱)
-
任务优先级调度
-
能耗管理系统
3. 运行指标
3.1 处理能力
-
峰值处理量:220箱/小时
-
平均处理量:200箱/小时
-
连续工作时间:≥16小时
3.2 可靠性指标
-
系统准确率:99.9%
-
MTBF:5000小时
-
故障恢复时间:≤15分钟
4. 应用场景
-
电商分拣中心
-
医药仓储物流
-
食品加工厂 宁夏板链式提升机链条