控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。集成智能监测系统的控制柜,实时采集数据,助力运维人员远程掌握设备动态。上海智能控制柜性价比

农业温室的控制柜将环境控制与物联网技术相结合,通过手机 APP 就能远程调节各项参数。内部的 CO₂浓度传感器会根据作物生长阶段自动控制气阀开度,在光合作用旺盛的正午时段,将浓度提升至 800ppm 以促进生长。光照控制模块会根据不同作物需求,自动调节补光灯的光谱和照射时长,生菜种植模式下蓝光比例会提高 20%。柜内的土壤墒情监测单元通过埋设在田间的传感器,精确控制滴灌系统的启停,比传统灌溉方式节水 50% 以上。系统还具备故障自诊断功能,能自动识别传感器故障并切换至备用通道。河北PLC控制柜技术指导通过Modbus协议,电气柜与PLC、传感器等设备实现无缝通信。

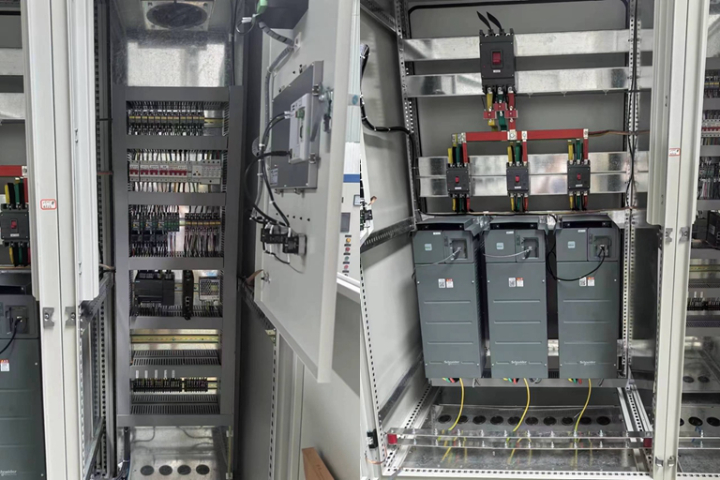
在自动化生产车间的角落,那台深灰色的控制柜正默默履行着中心职责。柜门内侧的线路图用不同颜色标注着信号流向,红色代替急停回路,蓝色是传感器信号,黄色则对应执行器控制线路。柜内的 PLC 模块闪烁着绿色运行灯,每 0.1 秒就完成一次数据刷新,将冲压机的压力值、传送带的速度、机械臂的坐标等 23 组参数纳入监测范围。当某个轴承温度超过 65℃时,温控模块会立刻触发蜂鸣器报警,同时在触摸屏上弹出红色警告框,操作工只需点击确认键,系统便会自动降低该设备的负载,避免因过热导致停机。
控制柜的内部是一个精密的电气世界,包含了众多各司其职的中心元器件。可编程逻辑控制器(PLC)是毋庸置疑的“大脑”,负责执行控制程序和处理所有输入/输出信号。变频器用于调节三相交流电机的转速和转矩,实现节能和工艺控制。断路器作为总电源开关和过载/短路保护的第1道防线至关重要。接触器利用电磁原理控制大功率负载(如电机)的通断。继电器则用于控制小电流电路,实现信号的隔离、放大和逻辑转换。此外,还有各类开关电源,为PLC、传感器等低压电子设备提供稳定的直流电源;接线端子排用于连接柜内元件与外部现场设备,是信号和功率传输的枢纽;而信号隔离器、浪涌保护器等则保障了系统的稳定性和抗干扰能力。在智慧农业中,电气柜自动化调节灌溉、通风设备,提升作物产量与品质。

设计一个高效可靠的控制柜是一项复杂的系统工程,远非简单的元件堆砌。首先需要进行电气原理图设计,明确系统功能、I/O点数、元件间的逻辑关系以及安全回路。紧接着是布局设计,需综合考虑元件的散热需求(发热大的如变频器应置于上部)、强弱电分离(防止干扰)、布线便利性以及后期维护的可达性。散热设计至关重要,需根据柜内总功耗计算所需的散热方式,如自然通风、加装风扇、空调或热交换器。电磁兼容性(EMC)设计也必须重视,包括使用屏蔽线、加装磁环、良好接地等措施,以确保在复杂的工业电磁环境中信号传输的准确性。此外,还需考虑人体工程学,例如操作界面(触摸屏/按钮)的高度、柜门开合角度、维修空间等,这些都直接影响用户的使用体验和维护效率。采用防火阻燃材料打造的控制柜,火灾时守护人员与设备的安全。上海质量控制柜价格
控制柜是工业自动化系统的重要组成部分,负责集中控制和监测设备。上海智能控制柜性价比
控制柜的维护策略分为预防性维护与预测性维护两类。预防性维护基于时间或运行次数制定计划,例如每季度清理柜内灰尘、检查端子紧固度,每年更换老化元件(如电容、风扇)。预测性维护则通过传感器实时监测柜内温度、振动及绝缘电阻等参数,结合大数据分析预测故障发生概率。例如,某汽车工厂焊装线控制柜安装了温度传感器与振动传感器,当柜内温度连续3小时超过55℃或振动加速度超过0.3g时,系统自动触发预警,提示运维人员检查风扇或减震装置。故障诊断需结合电气原理图与现场现象综合分析。常见故障包括电源故障(如断路器跳闸)、控制故障(如PLC输出无信号)及通信故障(如Modbus总线中断)。诊断流程通常为:先检查电源指示灯与HMI显示状态,确认供电是否正常;再通过万用表测量关键点电压(如24V DC),定位断路或短路位置;很终利用PLC编程软件(如STEP 7)查看故障代码,结合程序逻辑分析控制逻辑错误。例如,某注塑机控制柜出现“模板不动作”故障,经检查发现热继电器动作,进一步分析为电机过载,很终通过调整加减速时间参数解决问题。上海智能控制柜性价比