- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8KG
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金,无风扇散热
- 配送方式
- 快递运输
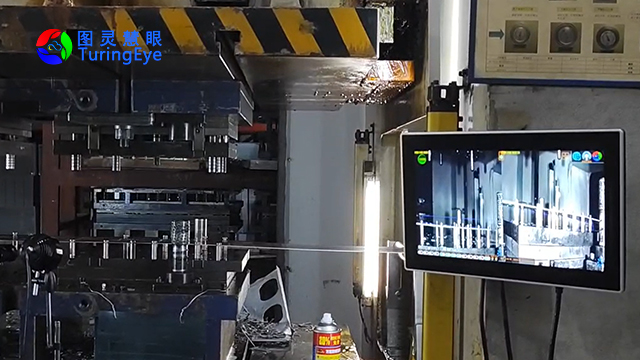
模具监视器在冲压和多工位成型中的应用虽然不如在注塑中常见,但模具监视器的原理同样适用于冲压和多工位成型领域。在这些领域,它主要用于:材料送料是否正确:检查金属带料是否准确送达工位,有无误送、偏移或重叠。零件是否被正确脱模:检查冲压后的零件是否从模具中顺利脱落,防止零件停留在下上模,下一次冲压时造成叠片冲压,严重损坏模具。检测废料是否排除干净:检查废料孔是否堵塞,废料是否被完全切断并落下,防止废料堆积干扰生产或损坏模具。在多工位级进模中,检查每一个工位完成后的半成品状态,确保其形状正确并随带料准确进入下一工位。检查镶件或预埋件在冲压复合工艺中的放置。冲压节奏非常快,对监视器的处理速度和触发同步精度要求极高。它守护着昂贵的冲压模具,避免因一个微小的送料错误导致模具崩刃、开裂等毁灭性损坏。模具监视器能够有效保护昂贵的模具能够有效检测产品是否合格,并在合模前检查是否有残留物,防止模具损坏。上海冲压机模具监视器生产厂商
硬件安装完毕后,软件设置是发挥其效能的灵魂。操作人员通过触摸屏或连接电脑启动设置软件。第一步是创建和管理生产程序,通常每套模具对应的程序。步骤是“教导”或“学习”模式:在确保模具状态完美(无异物、产品顶出正常、滑块到位等)的情况下,手动运行一个或多个生产周期,在预设的检测点(如开模终止点、顶出后、合模前),系统会捕获图像。操作人员随后在软件界面上,通过鼠标或触摸方式,在图像上绘制出需要监测的“感兴趣区域(ROI)”,这些区域就是未来重点比对的地方。对于每一个ROI,需要选择适当的检测工具(如轮廓对比、灰度对比、区域面积检测等)并设置参数。例如,对于一个产品轮廓ROI,选择“轮廓匹配”工具,系统会自动学习其轮廓特征,并生成一个基准模板,同时允许设置相似度的阈值(如98%)。阈值设置需要经验,太高会过于敏感产生误报,太低则可能漏检。通常需要反复测试几个周期,微调参数和ROI位置,直到系统能稳定识别正常状态,并能准确捕捉人为制造的异常(如故意放一个残留产品)为止。完成后保存程序,下次换模时可快速调用。宁波防压模模具监视器通过建立标准模板库存储正常状态图像,模具监视器可进行比对分析,准确判断当前模具状态。

担心买回去不会用?我们让‘模具监视器调试教程’变得异常简单。我们为您准备了学习体系:其一,设备内置智能引导式调试向导,一步步引导您完成相机定位、拍摄教导、区域设置和参数设定,就像有一位工程师在身边一样。其二,我们提供了完整的高清视频教程,从安装到高级功能应用,您可以在手机或电脑上随时观看。其三,我们定期举办线上直播培训,由工程师讲解并在线答疑。其四,每位客户都可获得一对一的专业技术支持账号,随时远程协助。我们的目标就是让您快速上手,轻松掌握,比较大化发挥设备价值。
硬件是基础,算法才是灵魂。我们的软件团队开发的图像处理算法,是产品智能化的关键之一。系统并非简单地进行‘找不同’,而是运用了先进的轮廓匹配、灰度分析、Blob分析等多种工具。您可以自由框选‘感兴趣区域(ROI)’,针对顶针、产品、流道、滑块等不同特征,选择合适的检测工具并设置个性化容差。算法能智能学习模具表面因油污产生的缓慢变化,避免误报,同时又对突如其来的残留物、断裂件极其敏感。这套不断迭代优化的算法,赋予了机器‘思考’和‘判断’的能力,使其成为一名经验丰富、不会疲倦的检测机器。模具监视器可无缝集成到现有生产线,实现智能化升级,通过数据记录和分析功能,为生产优化提供重要依据。
图像处理与分析算法原理获取图像后,处理与分析工作由内置的工业计算机和图像处理软件完成。这个过程涉及复杂的算法。首先是图像预处理,可能包括滤波(如高斯滤波、中值滤波)以去除噪声、增强图像锐度、校正因镜头产生的畸变等。然后是特征提取,系统不会处理每一个像素,而是智能地识别出关键的特征区域,也称为“感兴趣区域(ROI)”。操作人员可以在软件中轻松框选这些ROI,例如顶针位置、滑块槽、产品轮廓区等。针对每一个ROI,系统会应用特定的算法进行分析:如“轮廓匹配”算法,会计算实时图像的产品轮廓与基准轮廓的重合度,若重合度低于设定阈值,则判为产品未脱落或变形;“灰度值比较”算法,会分析特定区域的整体亮度或像素灰度分布,若某区域出现不该有的阴影(灰度值变低),则可能判为有残留物;“Blob分析”则用于识别和计算图像中连通区域的面积、位置、数量等,例如用来判断镶件数量是否正确。所有这些算法都允许用户设置灵敏度和容差范围,以适应不同的生产条件和精度要求。处理结果会在毫秒级内生成,并输出判断信号。模具监视器支持多种通信协议,可轻松与不同品牌的注塑机控制系统实现集成。上海模具监视器哪家好
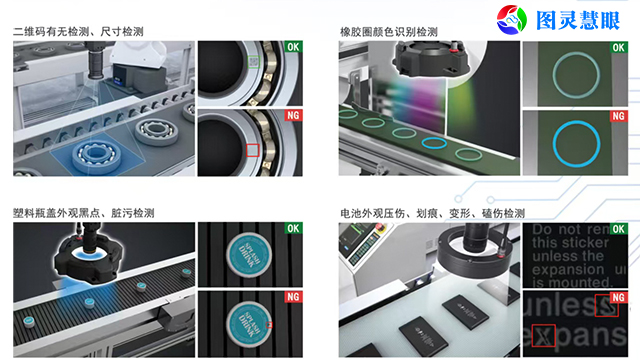
模具监视器能够检测产品残留、镶件遗漏和顶针复位异常。上海冲压机模具监视器生产厂商
工业机器人与模具监视器的协同应用,在现代自动化生产线中,模具监视器与工业机器人(机械手)是紧密协同的伙伴。它们的协同工作流程如下:注塑机开模后,监视器首先对模内进行拍照,检测产品是否已脱落、是否有残留。如果OK,则发出信号给注塑机和机器人,机器人执行取件动作。机器人将产品取出后,放置到指定位置(如传送带或检验台)后,注塑机会执行顶针动作,为下一个周期做准备。在合模之前,监视器会进行第二次关键拍照,检测模腔内是否清洁、顶针是否退回、滑块是否到位等。如果这次检测通过,则允许合模。此外,监视器还可以与机器人进行更深入的交互:例如,当监视器检测到产品有质量缺陷(如缺料)但并未粘模时,它可以发送一个信号给机器人,机器人接收到这个信号后,会主动将这个次品放入专门的废品箱,而不是与良品混在一起。这种协同确保了自动化单元的高效、可靠运行,实现了“优生产”和“智能分拣”的一体化,是构建智能化无人车间的重要一环。上海冲压机模具监视器生产厂商

模具监视器光圈如同人眼的瞳孔,控制着进光量。光圈值(F值)越小,光圈开得越大,进光量越多,在光线不足的环境中表现更好。但同时,大光圈会带来一个副作用:景深(DOF)变浅。景深是指画面中能够清晰对焦的前后范围。景深太浅,意味着只有非常薄的一个平面是清晰的,稍前或稍后的物体就会变得模糊。在模具检测中,模腔表面往往不是在一个平面上,可能有凹凸、加强筋等结构。如果景深不够,可能导致部分区域模糊,无法进行有效比对,产生误报警。因此,为了获得足够深的景深,确保整个模腔都在清晰范围内,我们通常需要适当缩小光圈(使用较大的F值)。但这又会减少进光量,此时就需要配套的光源提供更充足的照明来弥补。这是一套需要联动...
- 深圳冲压机模具监视器报价 2026-01-01
- 昆山图灵慧眼模具监视器哪家好 2025-12-31
- 青岛监视器生产厂商 2025-12-31
- 青岛注塑机模具监视器厂家 2025-12-31
- 青岛监视器供应商 2025-12-30
- 苏州防压模模具监视器价格 2025-12-30
- 台州注塑机模具监视器多少钱 2025-12-29
- 上海图灵慧眼模具监视器原理 2025-12-29
- 天津冲压机模具监视器生产厂商 2025-12-28
- 重庆监视器厂家 2025-12-27


- 佛山防压模模具监视器多少钱 2025-12-23
- 上海模具监视器 2025-12-23
- 台州图灵慧眼模具监视器源头厂家 2025-12-22
- 重庆模具监视器报价 2025-12-22
- 天津图灵慧眼模具监视器 2025-12-21
- 镶件埋入模具监视器源头厂家 2025-12-21


- 浙江模具监视器上海 01-02
- 六安光学影像筛选机视觉检测 01-02
- 广州光学筛选机玻璃盘视觉检测系统 01-02
- 辽宁CCD电子眼价格 01-01
- 深圳冲压机模具监视器报价 01-01
- 上海注塑模具保护器生产厂商 01-01
- 国产CCD电子眼联系人 01-01
- 山东CCD电子眼价格 01-01
- 宣城视觉检测设备哪家好 01-01
- 广州模具监视器的作用 01-01