- 品牌
- 亚普
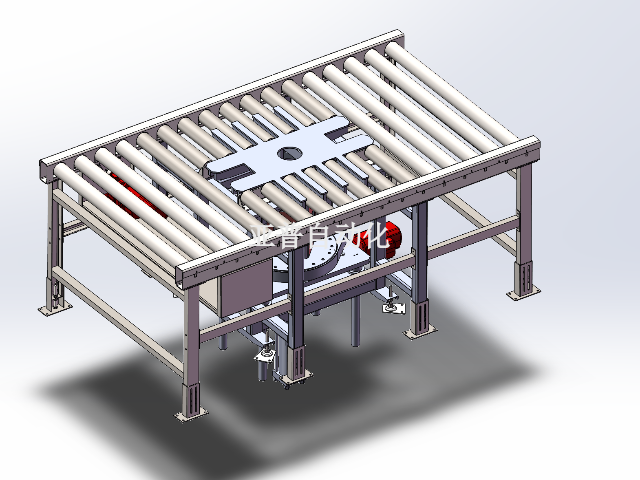
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
电子元件生产车间中,顶升移载机与 AGV(自动导引车)的协作打破了 “固定线路转运” 局限。AGV 负责将电路板从贴片车间输送至检测区,抵达指定点位后,顶升移载机自动升起,通过磁吸装置稳固吸附电路板,再根据检测设备的进料高度调整顶升高度,精细移载至检测平台。传统模式下,AGV 需停靠在固定位置,工人需手动将电路板搬至检测台,单次转运耗时 8 秒;搭配后,AGV 无需精细停靠(允许 ±5cm 偏差),顶升移载机可自动补偿位置误差,单次转运耗时缩短至 2 秒,日检测量从 5000 块提升至 7200 块,同时减少人工弯腰操作,降低劳动强度。助力重型齿轮辊道输送机,它防滚动损伤,齿轮日加工量从 80 个升至 120 个,降低劳动强度。天津旋转顶升移栽变频调速
跑步机机架焊接中,焊接机需将机架从冲压车间输送至焊接工位,传统模式下机架需人工翻转调整焊接角度,单次翻转耗时18秒,焊接效率低,日产量30台。顶升移载机与焊接机配合后,通过旋转平台带动机架360度旋转,根据焊接点位(如支架、横梁)自动调整角度(0-90度),同时通过定位销固定机架,避免焊接时移位。翻转时间缩短至3秒,焊接效率提升60%,日产量增至55台,减少2名翻转工人,且焊接点位精度提升(偏差从±1.5mm降至±0.3mm),降低机架焊接变形率(变形率从2.1%降至0.2%)。天津旋转顶升移栽设备助力液压升降机,它平稳承接水泥板,使转运时间从 30 秒减至 8 秒,降低断裂率。
化工桶仓库内,顶升移载机与液压堆垛机的协作优化了 “化工桶堆叠存储” 流程。液压堆垛机将化工桶从灌装线输送至存储区,抵达后,顶升移载机通过防滑顶升盘升起化工桶,检测桶体是否密封完好(防止泄漏),再根据堆叠高度(可堆 3-5 层)调整顶升高度,将化工桶平稳堆叠在托盘上。传统堆叠需人工检查密封性并辅助堆叠,单次堆叠耗时 25 秒,且易因堆叠不稳导致倒塌;配合后,密封性检测与堆叠一体化完成,耗时缩短至 8 秒,倒塌率从 2.5% 降至 0,日堆叠量从 400 桶提升至 1000 桶,提高仓库存储效率。
多层生产车间转运中,顶升移载机与链式升降机的配合实现 “零件跨楼层连续加工”。链式升降机将机械零件从 3 楼车床加工区输送至 2 楼铣床加工区,抵达 2 楼后,顶升移载机检测零件的加工状态(如是否完成车床加工),再调整顶升高度与铣床的进料轨道对齐,平稳移载至铣床,避免零件在转运中二次定位。传统转运中,零件需人工从升降机搬运至铣床,单次搬运耗时 18 秒,二次定位耗时 10 秒;配合后,转运与定位一体化完成,总耗时缩短至 5 秒,日加工量从 600 件提升至 1000 件,实现 “楼上加工、楼下续接” 的高效流程。助力塑料颗粒振动输送机,它控流量,注塑机停机次数降为 0,日产量从 1.2 万件升至 1.5 万件。
汽车零部件分装车间内,顶升移载机与装配机器人的协作提升了 “车门铰链装配” 效率。装配机器人需将铰链从零件输送线安装至车门,顶升移载机在输送线与机器人之间升起,通过定位销固定铰链位置,再根据车门的安装角度调整移载旋转角度(±30 度),确保机器人精细拧入螺丝。传统装配中,铰链位置偏差导致螺丝拧入失败,单次调整需 15 秒,日装配量 500 套;配合后,装配成功率达 100%,单次装配耗时缩短至 5 秒,日装配量增至 1500 套,同时减少机器人调试时间。与汽车车门铰链装配机器人协作,它定位置调角度,日装配量从 500 套增至 1500 套。上海顶升移栽模块
与化工桶液压堆垛机协作,它检漏堆叠,日堆叠量从 400 桶增至 1000 桶,杜绝倒塌。天津旋转顶升移栽变频调速
新能源电池生产中,叠层输送机负责将电芯从卷绕车间输送至封装区,需精细对接封装设备进料口。传统模式下,电芯在输送中易偏移,需2名工人手动调整,单次对接耗时12秒,且电芯叠放错位率达4%,日产能*500组电池。搭配顶升移载机后,其通过视觉定位系统实时捕捉电芯位置,自动升起并微调±0.5mm纠正偏移,同时根据封装设备进料节奏调整移载速度,确保电芯平稳过渡。对接时间缩短至3秒,错位率降至0.6%,日产能提升至850组,且无需人工干预,避免电芯因人工接触导致的静电损伤(静电损坏率从2.3%降至0.2%),保障电池生产安全性与一致性。天津旋转顶升移栽变频调速
- 黑龙江顶升移栽变频调速 2025-11-25
- 天水市顶升移栽 2025-11-25
- 台东市顶升移栽 2025-11-25
- 重庆旋转顶升移栽链条输送机 2025-11-25
- 广西顶升移栽滚筒输送机 2025-11-25
- 浙江顶升移栽同步带传动组 2025-11-25
- 甘肃顶升移栽防静电输送带 2025-11-25
- 安徽旋转顶升移栽链条输送机 2025-11-25
- 广东旋转顶升移栽气动执行机构 2025-11-25
- 河南顶升移栽变频调速 2025-11-25
- 河北旋转顶升移栽皮带输送线 2025-11-25
- 吉林顶升移栽配件 2025-11-25