- 品牌
- 亚普
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
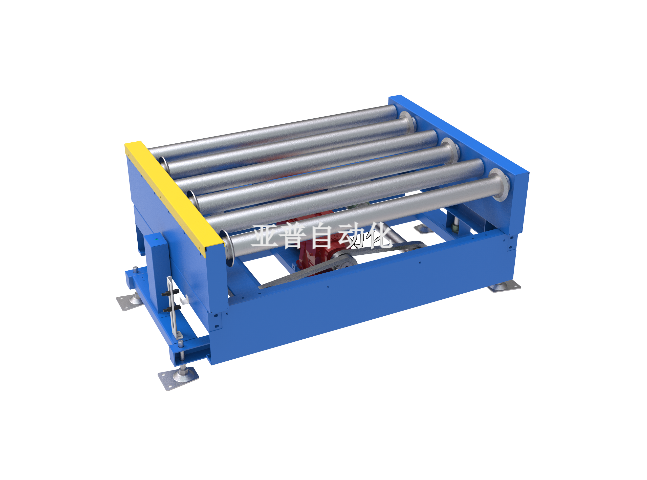
五金螺母攻丝中,攻丝机需将螺母从冲压车间输送至攻丝工位,传统模式下螺母易因输送翻转导致攻丝错位,需人工摆正,单次摆正耗时5秒,攻丝合格率91%,日产量1.5万个。顶升移载机通过导向槽将螺母统一朝向,自动移载至攻丝机夹头,同时根据螺母规格(如M8、M10)调整顶升高度,确保攻丝机主轴与螺母中心对齐。摆正时间缩短至0.8秒,攻丝合格率提升至99.6%,日产量增至3万个,减少1名摆正工人,且攻丝机空转率从10%降至2%,提高设备利用率。与日化包装机配合,它纠正洗衣液瓶方向,使日包装量从 6000 瓶增至 8400 瓶,保障卫生。随州市顶升移栽
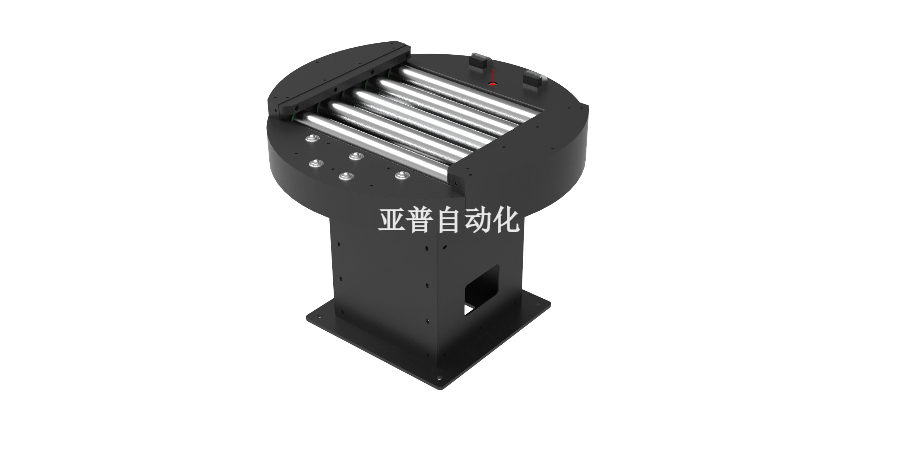
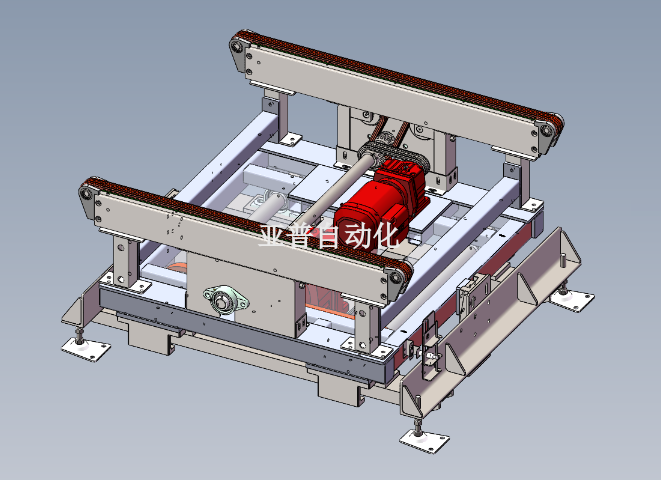
汽车零部件分装车间内,顶升移载机与装配机器人的协作提升了 “车门铰链装配” 效率。装配机器人需将铰链从零件输送线安装至车门,顶升移载机在输送线与机器人之间升起,通过定位销固定铰链位置,再根据车门的安装角度调整移载旋转角度(±30 度),确保机器人精细拧入螺丝。传统装配中,铰链位置偏差导致螺丝拧入失败,单次调整需 15 秒,日装配量 500 套;配合后,装配成功率达 100%,单次装配耗时缩短至 5 秒,日装配量增至 1500 套,同时减少机器人调试时间。河南旋转顶升移栽设备与电子设备组装滚筒缓存机配合,它快速补料,组装线停机次数降为 0,效率提升 50%。

模具抛光中,抛光机需将模具从加工车间输送至抛光工位,传统模式下模具重量大(如500kg),需行车吊装,单次吊装耗时30秒,定位误差±5mm,日抛光量20套。顶升移载机通过多点同步顶升机构(6个顶升点)平稳托举模具,从加工机床自动移载至抛光机,同时根据模具形状(如注塑模、冲压模)调整移载角度,定位误差控制在±0.5mm。吊装时间缩短至8秒,日抛光量提升至45套,减少1名行车操作员,且模具磕碰率从2.5%降至0.1%,避免抛光后模具二次损伤,缩短模具制造周期。
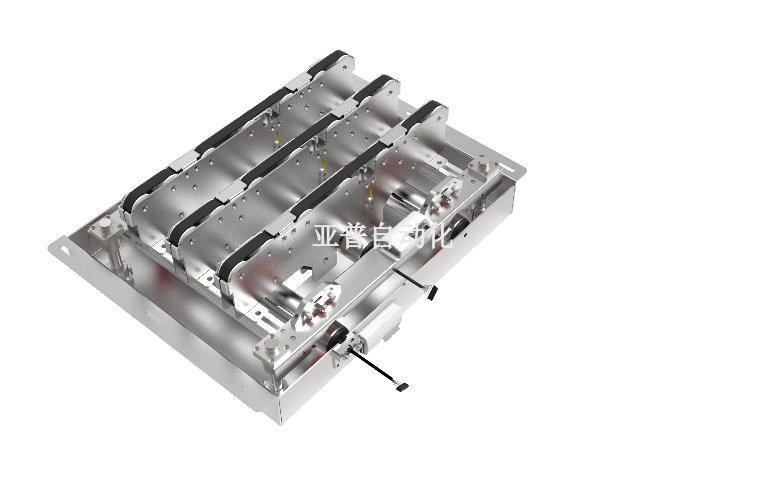
电子设备组装线中,顶升移载机与滚筒缓存机的组合解决了 “零件供应断档” 难题。滚筒缓存机存储待组装的电子元件(如电路板、显示屏),当组装线某工位缺料时,顶升移载机通过工位传感器接收缺料信号,迅速升起,将缓存的元件移载至对应工位,确保组装线不中断。传统模式下,组装线因缺料日均停机 4 次,每次处理需 15 分钟;配合后,缺料响应时间从 30 秒缩短至 5 秒,停机次数降至 0,组装效率从每小时 200 台提升至 300 台,保障组装线连续运转。协同医疗器械 AGV,它无菌转运,注射器日装配量从 2000 套增至 3500 套,降低报废率。
颗粒物料加工车间中,顶升移载机与振动输送机的组合解决了 “颗粒物料均匀进料” 问题。振动输送机将塑料颗粒从原料仓输送至注塑机,抵达后,顶升移载机升起并安装流量控制板,根据注塑机的实时用料需求,调整颗粒输送量(可实现每小时 50-200kg 调节),避免原料过量导致注塑机堵料或原料不足导致停机。传统进料中,注塑机日均因原料问题停机 2 次,每次处理需 15 分钟;配合后,进料量稳定,停机次数降至 0,注塑机利用率从 85% 提升至 98%,日产量从 1.2 万件提升至 1.5 万件。与建材瓷砖机械堆垛机协作,它柔接防破损,日存储量从 6000 片增至 1.6 万片,节约包装。湖北旋转顶升移栽变频调速
搭配服装链式分拣机,它识码调角度,分拣准确率从 95% 提至 99.8%,降低褶皱率。随州市顶升移栽
跑步机机架焊接中,焊接机需将机架从冲压车间输送至焊接工位,传统模式下机架需人工翻转调整焊接角度,单次翻转耗时18秒,焊接效率低,日产量30台。顶升移载机与焊接机配合后,通过旋转平台带动机架360度旋转,根据焊接点位(如支架、横梁)自动调整角度(0-90度),同时通过定位销固定机架,避免焊接时移位。翻转时间缩短至3秒,焊接效率提升60%,日产量增至55台,减少2名翻转工人,且焊接点位精度提升(偏差从±1.5mm降至±0.3mm),降低机架焊接变形率(变形率从2.1%降至0.2%)。随州市顶升移栽
- 黑龙江顶升移栽变频调速 2025-11-25
- 天水市顶升移栽 2025-11-25
- 台东市顶升移栽 2025-11-25
- 重庆旋转顶升移栽链条输送机 2025-11-25
- 广西顶升移栽滚筒输送机 2025-11-25
- 浙江顶升移栽同步带传动组 2025-11-25
- 甘肃顶升移栽防静电输送带 2025-11-25
- 安徽旋转顶升移栽链条输送机 2025-11-25
- 广东旋转顶升移栽气动执行机构 2025-11-25
- 河南顶升移栽变频调速 2025-11-25
- 河北旋转顶升移栽皮带输送线 2025-11-25
- 吉林顶升移栽配件 2025-11-25