- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8KG
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金,无风扇散热
- 配送方式
- 快递运输
真正的模具保护离不开与生产系统的高效协同。我们的产品具备强大的集成能力。在硬件层面,提供丰富的数字I/O接口,可轻松与任何品牌的注塑机、机械手、PLC连接,实现安全联锁控制(如中断合模)、信号交互(如通知机器人不抓取次品)。在软件层面,支持以太网通信,可接入工厂MES(制造执行系统),实时上传生产状态、OK/NG次数、报警信息等数据,为您的数字化工厂管理提供底层数据支持。它不仅是一个设备,更是您自动化生产线上一个高度协同的智能节点。模具监视器通过实时监控和预警系统,减少模具损坏风险。宁波防压模模具监视器生产厂商

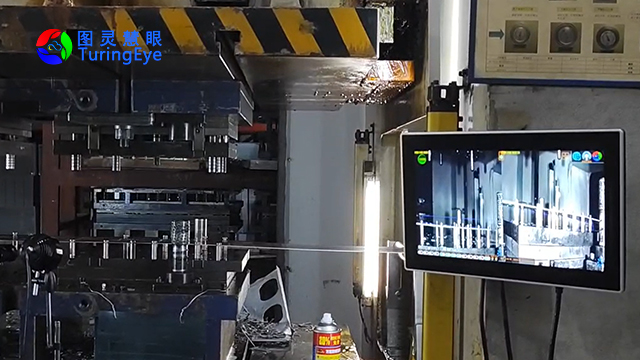
除了保护模具,模具监视器同样是提升生产效率的利器。它实现了“无人看守的自动化”。没有它,为了防止撞模,通常需要设置较长的顶出停留时间、多次顶出、或降低合模速度等保守工艺,甚至需要操作员不停目视检查,这些都降低了周期时间,限制了生产效率。安装了监视器后,可以优化工艺:采用更积极的顶出动作、更短的停留时间、更快的合模速度,因为系统提供了可靠的安全保障,无需人为保守设置。它实现了连续不间断的生产,即使在夜班“黑灯工厂”无人值守的情况下,也能放心地全速运行,因为它能即时发现故障并自动停机,避免了因小故障未能及时发现而演变成大批量废品或设备损坏的风险。它减少了因故障停机后的排查时间,报警信息直接定位问题,操作员可快速处理,缩短了非计划停机时间(MTTR)。同时,它消除了操作员频繁目视检查的精神压力,使其能兼顾更多设备,提升了人工效率。所有这些,共同推动了整体设备效率(OEE)的提升。天津压铸模具监视器生产厂商模具监视器通过图像比对技术识别产品残留、镶件缺失等异常情况,准确可靠;
硬件安装完毕后,软件设置是发挥其效能的灵魂。操作人员通过触摸屏或连接电脑启动设置软件。第一步是创建和管理生产程序,通常每套模具对应的程序。步骤是“教导”或“学习”模式:在确保模具状态完美(无异物、产品顶出正常、滑块到位等)的情况下,手动运行一个或多个生产周期,在预设的检测点(如开模终止点、顶出后、合模前),系统会捕获图像。操作人员随后在软件界面上,通过鼠标或触摸方式,在图像上绘制出需要监测的“感兴趣区域(ROI)”,这些区域就是未来重点比对的地方。对于每一个ROI,需要选择适当的检测工具(如轮廓对比、灰度对比、区域面积检测等)并设置参数。例如,对于一个产品轮廓ROI,选择“轮廓匹配”工具,系统会自动学习其轮廓特征,并生成一个基准模板,同时允许设置相似度的阈值(如98%)。阈值设置需要经验,太高会过于敏感产生误报,太低则可能漏检。通常需要反复测试几个周期,微调参数和ROI位置,直到系统能稳定识别正常状态,并能准确捕捉人为制造的异常(如故意放一个残留产品)为止。完成后保存程序,下次换模时可快速调用。
图像传感器选型与采购:重点是CMOS图像传感器。根据产品定位(标准版、高速版、高精度版)选择不同分辨率(如30万到500万像素不等)、帧率、尺寸和品牌的传感器芯片。采购来自索尼、豪威科技(OmniVision)等品牌的传感器晶圆或成品芯片。光学镜头组装与校准:镜头选型:选择适合工业环境的工业级镜头,确定焦距(如广角、标准、远摄)、光圈大小、景深等参数。镜头模组组装:将多个光学镜片精确地装入镜筒内,这是一个高精度的过程,需要在无尘车间进行,以避免灰尘影响成像。IRCut滤光片安装:为实现彩色成像,需要安装红外截止滤光片,过滤掉红外光,使颜色还原更真实。有些产品会采用可切换的IRCut,以适应不同光照环境。LED照明系统制作:LED灯珠选型与贴装:选择高亮度、长寿命、响应速度快的工业级LED灯珠(通常是红光或白光,也有红外不可见光型号)。通过SMT工艺将灯珠贴装在灯板(PCB)上。光源结构设计:设计环形光、条形光、同轴光等不同结构,确保模具内腔能被均匀、无死角地照亮,减少阴影干扰。亮度控制电路集成:将LED驱动电路集成到主板上,以便软件能自动或手动调节光源亮度。安装模具监视器后,生产效率提升80%以上,这是真的吗?让我们用数据说话!

硬件是基础,算法才是灵魂。我们的软件团队开发的图像处理算法,是产品智能化的关键之一。系统并非简单地进行‘找不同’,而是运用了先进的轮廓匹配、灰度分析、Blob分析等多种工具。您可以自由框选‘感兴趣区域(ROI)’,针对顶针、产品、流道、滑块等不同特征,选择合适的检测工具并设置个性化容差。算法能智能学习模具表面因油污产生的缓慢变化,避免误报,同时又对突如其来的残留物、断裂件极其敏感。这套不断迭代优化的算法,赋予了机器‘思考’和‘判断’的能力,使其成为一名经验丰富、不会疲倦的检测机器。模具监视器是一种应用于注塑、压铸、冲压等成型设备的智能视觉检测系统。佛山模具监视器品牌排行
模具监视器支持多语言界面,方便国际客户使用。宁波防压模模具监视器生产厂商
模具监视器在包装行业的高速应用包装行业(如瓶盖、薄壁容器、食品包装)的特点是:模具腔数非常多(可达128腔甚至更多)、生产节拍极快(周期时间几秒钟)、产品单价低但总量巨大。在此环境下,人工检查完全不现实,而一旦发生模压,损失巨大。模具监视器在此的应用挑战与价值并存:高速处理能力:系统必须在极短的间隔内,完成对所有模腔图像的拍摄、处理和分析,对硬件处理速度和软件算法效率是巨大考验。大面积视野或多名相机协同:为解决多腔同时检测问题,可采用高分辨率大视野相机拍摄一个区域,或使用多个相机分区同步拍摄。检测产品基本状态:目标是确保每一个腔室的产品都已顶出,避免因一个产品未脱落导致整个模具损坏。有时也会兼顾检测明显的飞边和缺料。设备利用率(OEE):通过防止停机和减少废品,即使效率提升零点几个百分点,在庞大的产量基数下,带来的经济效益也极为可观。它是包装制品厂商实现高效、无人化、低成本稳定生产的关键保障。宁波防压模模具监视器生产厂商
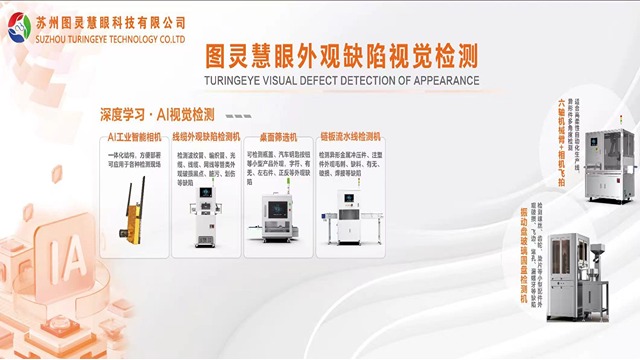
苏州图灵慧眼科技有限公司是一家专注于机器视觉、智能机器人、智能工业领域研发生产及销售为一体的高新技术企业,致力于各种机器视觉系统的开发与集成,为广大客户不仅提供简单、稳定、实用、通用的视觉检测解决方案。公司由经验丰富的工业自动化工程师和多年从事机器视觉领域、嵌入式设备研发工程师组成,专注推动机器视觉和机器智能领域科技进步为用户提供更好的工业智能产品,提高企业生产效率,公司产品能广泛应用于汽车制造、医疗器械、电子产品、包装印刷、半导体等制造行业。
图像处理与分析算法原理获取图像后,处理与分析工作由内置的工业计算机和图像处理软件完成。这个过程涉及复杂的算法。首先是图像预处理,可能包括滤波(如高斯滤波、中值滤波)以去除噪声、增强图像锐度、校正因镜头产生的畸变等。然后是特征提取,系统不会处理每一个像素,而是智能地识别出关键的特征区域,也称为“感兴趣区域(ROI)”。操作人员可以在软件中轻松框选这些ROI,例如顶针位置、滑块槽、产品轮廓区等。针对每一个ROI,系统会应用特定的算法进行分析:如“轮廓匹配”算法,会计算实时图像的产品轮廓与基准轮廓的重合度,若重合度低于设定阈值,则判为产品未脱落或变形;“灰度值比较”算法,会分析特定区域的整体亮度或像...
- 东莞注塑机模具监视器报价 2026-01-17
- 宁波图灵慧眼模具监视器源头厂家 2026-01-14
- 模具监视器那个品牌好 2026-01-11
- 青岛防压模模具监视器费用 2026-01-09
- 青岛注塑机模具监视器那个品牌好 2026-01-05
- 青岛注塑机模具监视器源头厂家 2026-01-05
- 重庆模具监视器源头厂家 2026-01-03
- 深圳冲压机模具监视器报价 2026-01-01
- 昆山图灵慧眼模具监视器哪家好 2025-12-31
- 青岛监视器生产厂商 2025-12-31


- 上海图灵慧眼模具监视器原理 2025-12-29
- 天津冲压机模具监视器生产厂商 2025-12-28
- 重庆监视器厂家 2025-12-27
- 佛山图灵慧眼模具监视器报价 2025-12-27
- 上海注塑机模具监视器厂家 2025-12-26
- 苏州注塑机模具监视器价格 2025-12-25






- 亳州模具监视器用户评价 03-20
- 常州冲压机模具监视器供应商推荐 03-20
- 宁波防顶针模具监控器视觉检测 03-20
- 六安注塑机模具监视器源头厂家 03-20
- 深圳模具监控器源头厂家 03-20
- 宣城防漏装模具监控器厂家 03-20
- 马鞍山模具监控器多少钱 03-20
- 无锡防压模模具监控器 03-19
- 北京模具监视器 03-19
- 佛山压铸机模具监视器费用 03-19