- 品牌
- 图灵慧眼
- 型号
- DL4300
- 是否定制
- 是
- 配送方式
- 快递运输
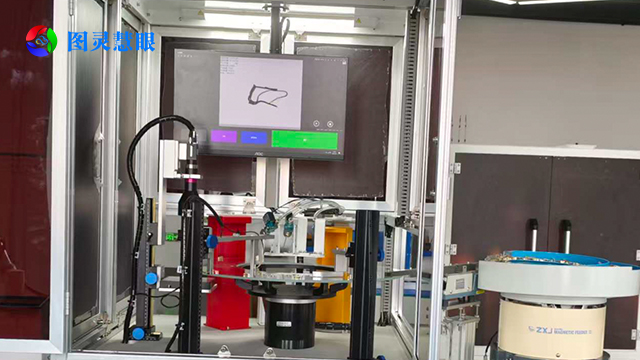
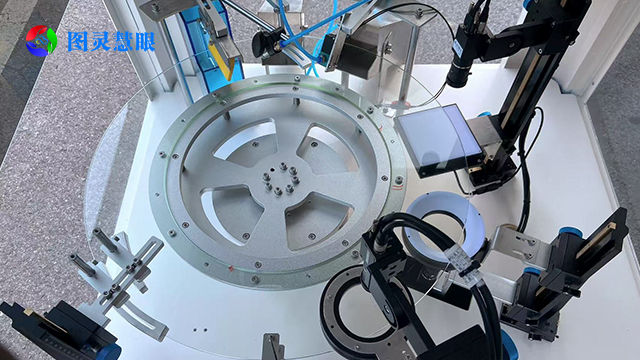
视觉检测筛选机与工业机器人的结合,催生了更智能、更灵活的自动化单元,即“视觉引导机器人”(Vision Guided Robotics, VGR)。在此应用中,视觉系统不再是检测站,而是机器人的“眼睛”。它先对随机摆放的工件进行定位和识别,计算出其精确的三维坐标和姿态,然后将这些坐标实时发送给机器人,引导机器人准确地抓取、装配或加工。这在上下料、分拣、拆垛、精密装配等场景中至关重要,解决了机器人“盲操”的局限性,极大地扩展了自动化应用的边界,是实现柔性智能制造的关键技术。视觉检测筛选机相较于传统人工检测,实现了一场质的飞跃,其优势是各方位的。汽车零部件视觉筛选机工厂
为企业选择合适的视觉检测系统是一项复杂的工程,需综合考虑:1. 检测需求:明确要检测的缺陷类型、精度要求、速度要求。2. 产品特性:产品的尺寸、材质、颜色、表面反光情况。3. 环境条件:安装空间、振动、温度、湿度、洁净度。4. 集成接口:如何与现有生产线(机械、电气、网络)连接。5. 供应商支持:供应商的技术实力、行业经验、售后服务能力。通常,进行前期可行性测试(Proof of Concept, PoC)用真实样品进行测试是降低选型风险的关键步骤。汽车零部件视觉筛选机工厂视觉检测筛选机是一种融合了光学、机械、电子和计算机科学的高度集成化自动化设备。
工业环境要求设备必须具备极高的可靠性和可维护性。视觉检测筛选机在设计上会采用工业级的组件(如IP67防护等级的相机、抗干扰的通讯线缆)、坚固的机械结构以抵抗振动。软件层面具备看门狗、自诊断功能,能在异常时自动复位或报警。同时,设计注重可维护性,模块化设计使得光源、相机、传感器等易损件能够快速更换,减少停机时间。提供清晰的维护手册和备件列表,并支持远程诊断,让工程师可以在线解决问题,极大提升了设备的平均无故障时间(MTBF)和平均修复时间(MTTR)。
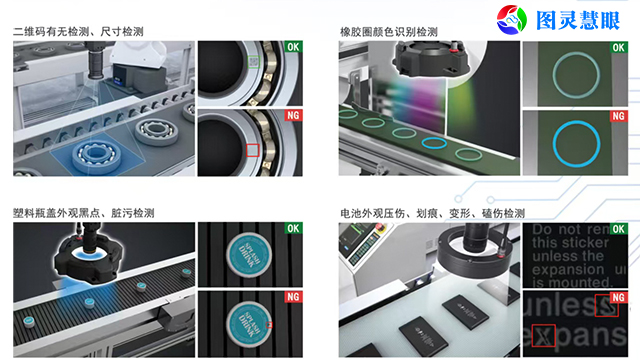
机器视觉检测是替代人工目检主要的功能,也是技术含量比较高的领域。机器视觉筛选机能够识别产品表面的各种瑕疵,其种类繁多,远超人眼极限。常见的缺陷包括:划痕、碰伤、毛刺、凹陷、凸起、飞边、缺料、污渍、斑点、气泡、桔皮纹、缩水、断线、杂质等。实现这一功能需要综合运用多种图像处理技术:通过特定的照明方案凸显缺陷特征;利用纹理分析算法检测均匀纹理背景下的异常;使用差分比对法发现与标准模板的差异。特别是在深度学习技术应用后,机器能够通过学习大量良品和不良品样本,自主掌握复杂、不规则的缺陷特征,大幅提升了检测的准确率和适应性。视觉筛选机每一次检测,系统不仅输出“通过/不通过”的判断,还会同步记录大量关联数据。

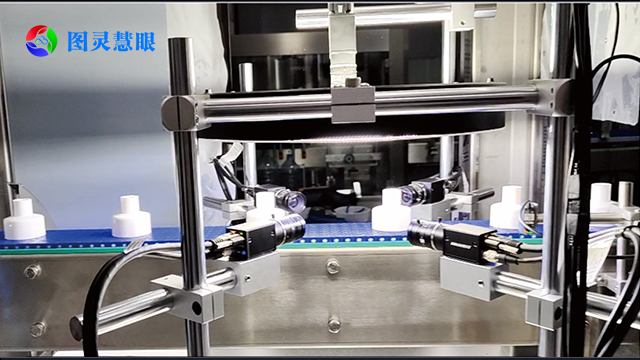
这是视觉检测筛选机的技术所在,是整个系统的智能中枢。它由高性能的工业计算机和专业的图像处理软件算法构成。当相机捕获的数字图像传输到工控机后,软件会执行一系列复杂的运算。这个过程通常包括:图像预处理(如降噪、增强对比度、校正畸变,以提升图像质量)、特征提取(运用边缘检测、斑点分析、模板匹配、色彩分析等算法,从图像中量化出需要检测的特征,如长度、角度、面积、位置、颜色值等)和模式识别与决策。在决策阶段,系统将提取出的特征值与预先设定的、严格的合格标准范围进行比对。这个标准库是设备调试时由工程师根据大量合格品与不合格品样本“训练”出来的。大脑会做出“合格”或“不合格”的判断,并生成一个指令信号。筛选机执行机构 根据指令,通过电磁阀控制气嘴吹气,或伺服电机驱动拨杆等机构,将不合格品快速剔除。汽车零部件视觉筛选机工厂
视觉筛选机通过“图像采集-预处理-特征提取-分析判断-结果输出”的流程,实现自动化检测与决策。汽车零部件视觉筛选机工厂
视觉检测机是一个重要的数据生产者。如何处理、存储和利用这些海量检测数据,是发挥其比较大价值的关键。这涉及到信息技术(IT)与运营技术(OT)的融合。检测数据需要通过网络(如OPC UA协议)无缝对接到工厂的MES(制造执行系统)、SCADA(数据采集与监控系统)甚至云平台。这使得质量数据可以与订单信息、设备状态、工艺参数等进行关联分析,实现全厂级的质量监控、趋势预测和深度优化,构建真正的“数字孪生”(Digital Twin)和质量大数据平台。汽车零部件视觉筛选机工厂
苏州图灵慧眼科技有限公司是一家专注于机器视觉、智能机器人、智能工业领域研发生产及销售为一体的高新技术企业,致力于各种机器视觉系统的开发与集成,为广大客户不仅提供简单、稳定、实用、通用的视觉检测解决方案。公司由经验丰富的工业自动化工程师和多年从事机器视觉领域、嵌入式设备研发工程师组成,专注推动机器视觉和机器智能领域科技进步为用户提供更好的工业智能产品,提高企业生产效率,公司产品能广泛应用于汽车制造、医疗器械、电子产品、包装印刷、半导体等制造行业。
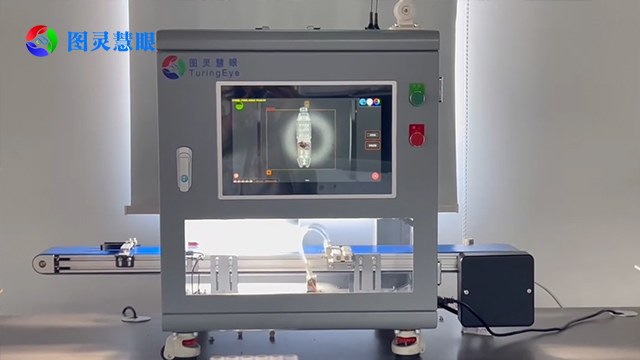
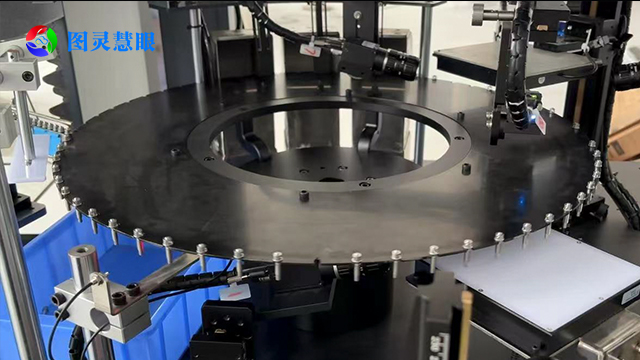
当图像处理系统做出判断后,需要执行系统将决策转化为物理行动。执行机构的形式多样,取决于产品的形态和生产线的速度。对于轻小物品(如药片、电子元件),最常见的是使用高压吹气嘴,通过电磁阀控制,将不良品吹离传送带落入废料箱。对于较重或易损物品(如手机外壳、玻璃瓶),则采用机械臂或拨杆进行轻柔的推拨分拣。在更高精度的应用中,可能会使用伺服电机驱动的龙门架式抓取机构进行取放。执行动作的时机至关重要,系统必须精确计算从相机拍照到产品移动到分拣点的时间差(触发延迟),通过编码器或传感器进行位置跟踪,确保动作执行的毫秒不差,避免误剔好品或漏剔坏品。视觉检测筛选机的原理,本质上是一个模拟并超越人类视觉感知与判断...
- 非标外观检测筛选机源头厂家 2026-04-16
- 食品外观视觉检测筛选机多少钱 2026-04-12
- 航空航天视觉检测筛选机工厂 2026-04-08
- 成都全自动视觉筛选机 2026-04-05
- 成都外观视觉检测筛选机 2026-04-02
- 深度学习视觉检测筛选机源头厂家 2026-03-30
- 北京视觉筛选机 2026-03-27
- 尺寸测量视觉检测筛选机费用 2026-02-26
- 机器视觉检测筛选机选购指南 2026-02-10
- 苏州视觉检测筛选机 2026-02-10





- 南昌图灵慧眼模具监视器怎么样 04-26
- 连云港图灵慧眼模具监视器专卖 04-26
- 昆山防压模模具监视器多少钱 04-26
- 河南图灵慧眼模具监视器咨询问价 04-26
- 浙江牛尾模具监视器 04-26
- 杭州图灵慧眼模具监视器是什么 04-25
- 宁波注塑机模具监视器安装 04-25
- 南通图灵慧眼模具监视器价格表格 04-25
- 汕头图灵慧眼模具监视器销售厂家 04-25
- 宁波防压模模具监视器安装 04-25