昶艾五金(东莞)有限公司作为专业的仪器机箱外壳供应商,其主要主营的钣金机箱凭借较好的的设计与品质,在行业内树立了质量口碑。公司拥有一支经验丰富的设计团队,能够针对不同行业客户的需求,为钣金机箱提供多维度的结构设计与外观设计服务。无论是满足仪器内部元件的精细安装需求,还是契合客户对产品外观的个性化审美,设计团队都能通过专业的技术手段,将功能性与美观性完美融合,让每一款钣金机箱都具备独特的竞争优势,成为仪器设备的质量 “外衣”。昶艾钣金机箱注重细节处理,每个接口都贴合设备安装需求。显示器钣金机箱排名
随着工业 4.0 的推进,钣金机箱正朝着智能化方向发展,集成多种智能功能。在智能监控方面,机箱内部安装温湿度传感器、烟雾报警器、门磁开关,通过物联网模块将数据实时传输至监控平台,当箱内温度过高、出现烟雾或箱门异常开启时,平台立即发送报警信息,方便运维人员及时处理。针对无人值守场景,部分钣金机箱集成远程控制功能,通过手机 APP 或电脑端可远程开启箱盖、控制风机运行,实现远程运维,减少人工巡检成本。在数据中心服务器机箱中,还集成了智能电源管理模块,可实时监测各服务器的功耗,根据负载情况动态调整供电,实现节能运行。智能化升级后的钣金机箱,不仅提升了设备管理效率,还为工业设备的智能化运维提供了硬件支持,推动工业领域的数字化转型。实验室钣金机箱加工广东珠三角钣金机箱厂家,采用高质冷轧钢板,支持按需定制,满足不同行业设备安装需求。
度结构设计,抵御复杂环境冲击质量钣金机箱采用 1.2-2.0mm 冷轧钢板经数控冲压成型,箱体框架通过激光焊接工艺加固,抗冲击强度达 1500N/m²,可承受 50kg 重物垂直撞击而无明显变形。在工业车间场景中,即使面临机械振动、粉尘堆积等问题,机箱仍能保持结构稳定,内部设备故障率降低 40%。同时,箱体表面经静电喷塑处理(涂层厚度 60-80μm),盐雾测试达 500 小时无锈蚀,适配化工、矿山等恶劣工况,为精密仪器提供可靠防护。精密尺寸把控,满足设备安装需求依托德国通快 TRUMPF 数控冲床与激光切割机,钣金机箱的尺寸公差可精细控制在 ±0.1mm,孔径偏差小于 0.05mm,确保内部主板、电源等部件完美适配。在服务器机房应用中,标准 19 英寸机架式钣金机箱,可实现 6U-42U 高度灵活定制,安装密度较传统机箱提升 30%,且通过 EMC 电磁兼容测试,能有效屏蔽外界电磁干扰,保障服务器数据传输稳定性,目前已成为阿里云、腾讯云等企业的机房配套推荐。
领域对产品的品质与可靠性有着近乎苛刻的标准,而昶艾五金的钣金机箱凭借较好的的性能成功进入这一高级领域。为满足仪器的使用需求,公司在钣金机箱的生产过程中严格把控每一个环节,从原材料的采购到生产工艺的执行,都遵循级别的质量标准。机箱采用强度较高的度铝合金材料,经过精密加工与严格测试,具备出色的抗冲击、抗振动能力,能够在极端环境下正常工作。同时,在保密性设计上也投入大量精力,确保仪器的信息安全,为事业的发展贡献力量。轻量化设计兼顾便携,昶艾钣金机箱不增加设备搬运负担。
作为专业仪器机箱外壳供应商,昶艾五金(东莞)有限公司在钣金机箱领域展现出的综合实力。公司以铝合金为重心材质,围绕钣金机箱打造从设计到生产的全流程服务体系。在结构设计环节,技术团队会结合不同行业设备的使用场景,优化钣金机箱的承重性能、散热结构与内部空间布局,确保设备部件能稳定适配;外观设计上,则兼顾美观性与实用性,可根据客户品牌形象定制色彩、纹路与标识,让钣金机箱既具备保护功能,又能提升设备整体质感。凭借对细节的精细把控,公司的钣金机箱在市场中树立了高质口碑,成为众多企业仪器设备的推荐外壳方案。专注高级钣金机箱定制的厂家,可根据客户图纸精确加工,适配自动化、电子设备场景。湖北钣金机箱源头厂家
昶艾五金深耕广东钣金机箱领域,提供铝合金机箱结构与外观设计服务。显示器钣金机箱排名
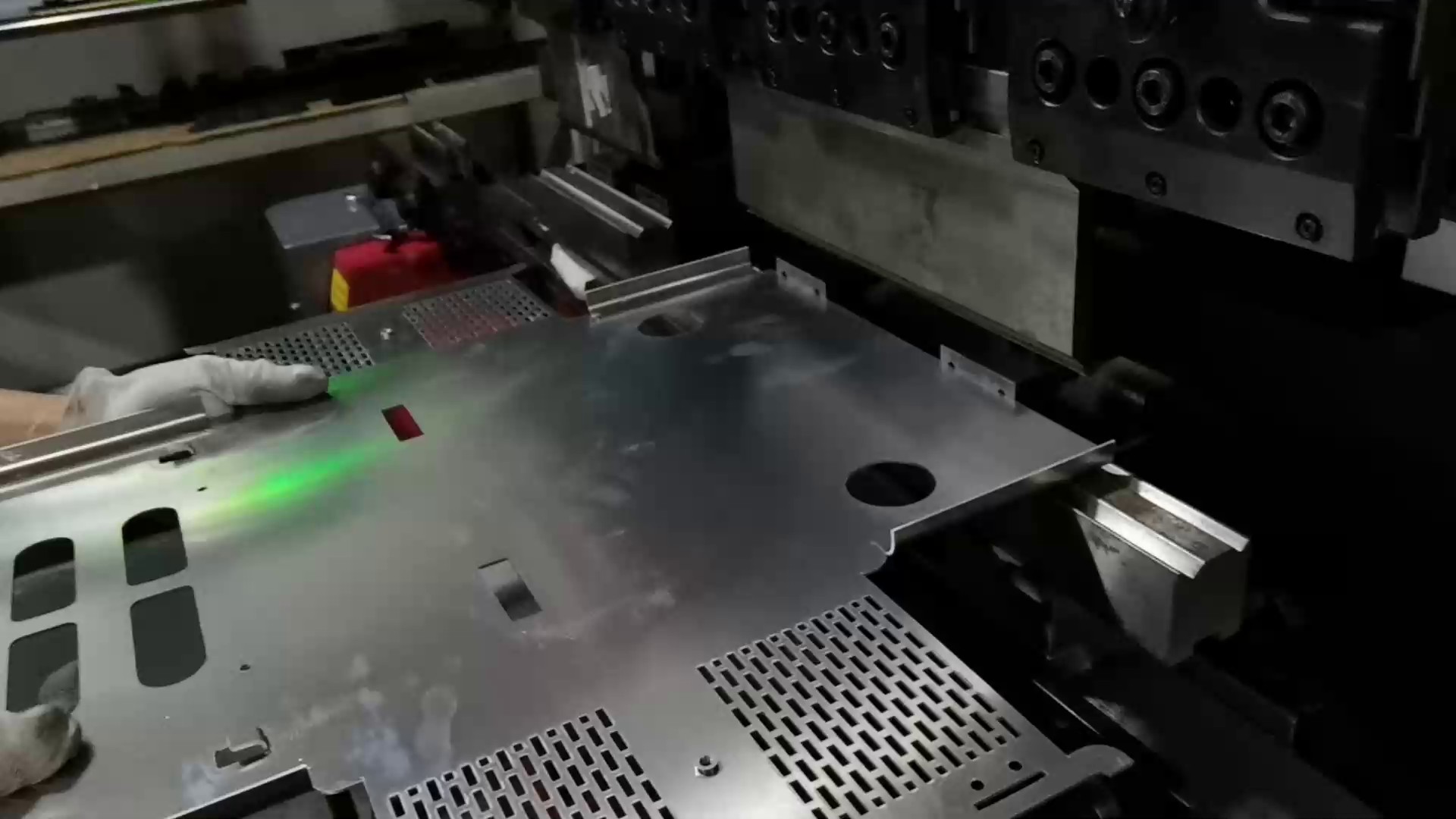
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。显示器钣金机箱排名