- 品牌
- 西门子
- 型号
- 6ES7590-1AF30-0AA0
- 类型
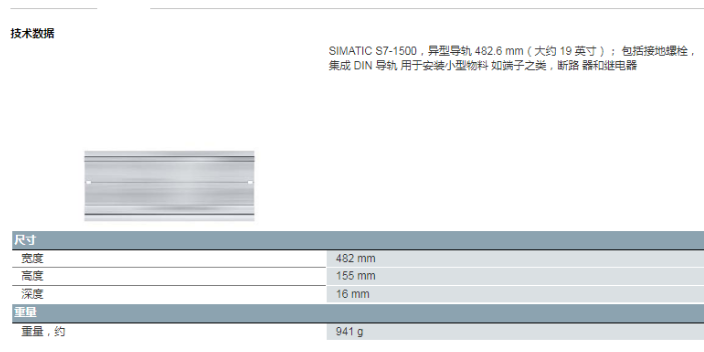
- 静压导轨
- 滑行轨迹
- 安装导轨
- 是否库存
- 是
- 是否批发
- 是
- 材质
- 铝合金材
- 外形尺寸
- 530*155*16
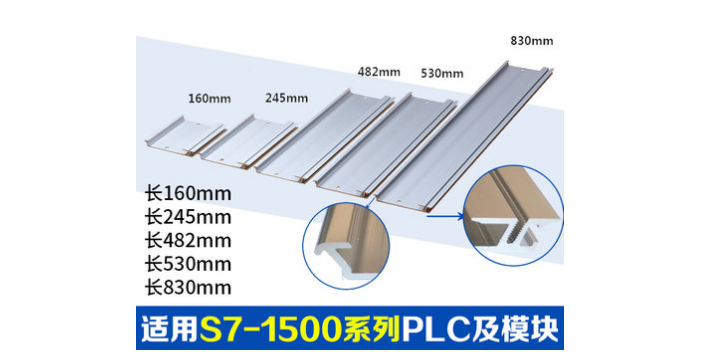
- 滑轨长度
- 530mm
- 滑轨宽度
- 155mm
- 滑块个数
- 1
- 重量
- 1.034
- 产地
- 德国
- 厂家
- 西门子
12MB用户内存6AV2124-1GC01-0AX0TP900精智9寸,1600万色LED背光,16:9宽屏显示,触摸屏,12MB用户内存6AV2124-0JC01-0AX0KP900精智9寸,1600万色LED背光,16:9宽屏显示,键控,12MB用户内存6AV2124-1JC01-0AX0TP1200精智12寸,1600万色LED背光,16:9宽屏显示,触摸屏,12MB用户内存6AV2124-0MC01-0AX0KP1200精智12寸,1600万色LED背光,16:9宽屏显示,键控,12MB用户内存6AV2124-1MC01-0AX0TP1500精智,1600万色LED背光,16:9宽屏显示,触摸屏,24MB用户内存6AV2124-0QC02-0AX0KP1500精智,1600万色LED背光,16:9宽屏显示,键控,24MB用户内存6AV2124-1QC02-0AX0TP1900精智,1600万色LED背光,16:9宽屏显示,触摸屏,24MB用户内存6AV2124-0UC02-0AX0TP2200精智,1600万色LED背光,16:9宽屏显示,触摸屏。 S7-400 自动化系统采用模块化设计。它拥有丰富的模块,这些模块可进行各种组合。连云港配套西门子PLC安装导轨6ES73901AE800AA0
其宽度、深度(进深)、垂直度符合施工要求。底坑要按设计标高要求打好地面。2电梯施工用脚手架既要符合有关的安全要求,承载能力≥,又要符合安装轨道支架和安装轨道的操作要求。3井道施工要用36V以下的低压电照明。每部电梯井道要单独供电(用单独的开关控制),且光照亮度要足够大。4上、下通讯联络设备要调试好。5层门口、机房、脚手架上、井道壁上无杂物,层门口、机房孔洞要用相应的防护措施,以防止物体坠落梯井。6要在无风和无其它干扰情况下作业。6施工工艺:确定导轨支架位置→安装导轨支架→安装导轨→调整导轨:,要按照图纸要求的导轨支架间距尺寸及安装导轨支架的垂线来确定导轨支架在井壁上的位置。:下一排导轨支架安装在底坑装饰地面上方1000mm的相应位置(有的要求700—800MM之间,有的地方1500以内,这个根据各地标准)。上一排道架安装在井道顶板下面不大于500mm的相应位置(这个有的要求不大于300MM)。,还要考虑导轨连接板(接道板)与导轨支架不能相碰。错开的净距离不小于30mm,则以下层导轨支架为基点,往上每隔2000mm为一排导轨支架。个别处(如遇到接道板)间距可适当放大,但不应大于2500mm。(包含4m)的轿厢导轨。淮安西门子PLC安装导轨6ES73901BC000AA0西门子CPU313C-2PTP可编程控制器,西门子CPU313C-2PTP。

技术领域:本发明涉及一种漆包线生产线功能件安装导轨用涂油机构。背景技术::漆包线自动生产线中导轨是用于滑动件的安装基础,漆包线的生产为连续的生产工艺,因此导轨都是长距离连续布置,在使用时,需要经常对导轨的轨道面进行润滑用以保证好的润滑效果,现有的润滑方式是用刷子直接涂刷,效率低,且用刷子涂刷,润滑油浪费严重,使用效果不佳。因此,确有必要对现有技术进行改进以解决现有技术之不足。技术实现要素::本发明是为了解决上述现有技术存在的问题而提供一种漆包线生产线功能件安装导轨用涂油机构。本发明所采用的技术方案有:一种漆包线生产线功能件安装导轨用涂油机构,包括机架、注油管、排油管和涂油器,两个涂油器固定连接在机架上,注油管与两个涂油器相连通,在每个涂油器上连接一个排油管;所述涂油器包括安装块、毛刷、出油嘴和集油槽,所述安装块为矩形块状结构,在安装块上端面与左端面的结合处设有具有竖直边和底面的台阶部,台阶部的底面为向下倾斜的斜面结构,毛刷固定连接在安装块的左侧端面上,安装块下端面与左端面的拐角处为倒角斜面结构,集油槽为矩形槽结构,集油槽固定连接在安装块的底面上。
单独接点)6ES7322-1HH01-0AA0开出模块(16点,继电器)6ES7322-5HF00-0AB0开出模块(8点,继电器,5A,故障保护)6ES7322-1FH00-0AA0开出模块(16点,120V/230VAC)6ES7323-1BH01-0AA08点输入,24VDC;8点输出,24VDC模块6ES7323-1BL00-0AA016点输入,24VDC;16点输出,24VDC模块模拟量模板6ES7331-7KF02-0AB0模拟量输入模块(8路,多种信号)6ES7331-7KB02-0AB0模拟量输入模块(2路,多种信号)6ES7331-7NF00-0AB0模拟量输入模块(8路,15位精度)6ES7331-7NF10-0AB0模拟量输入模块(8路,15位精度)4通道模式6ES7331-7HF01-0AB0模拟量输入模块(8路,14位精度,快速)6ES7331-1KF01-0AB0模拟量输入模块(8路,13位精度)6ES7331-7PF01-0AB08路模拟量输入,16位,热电阻6ES7331-7PF11-0AB08路模拟量输入,16位,热电偶6ES7332-5HD01-0AB0模拟输出模块(4路)6ES7332-5HB01-0AB0模拟输出模块(2路)6ES7332-5HF00-0AB0模拟输出模块(3路)6ES7332-7ND02-0AB0模拟输出模块(4路)6ES7334-0KE00-0AB0模拟输出模块(5路)6ES7334-0CE01-0AA0模拟输出模块(6路)附件6ES7365-0BA01-0AA0IM365接口模块6ES7360-3AA01-0AA0IM360接口模块6ES7361-3CA01-0AA0IM361接口模块6ES7368-3BB01-0AA0连接电缆。S7-400H: 采用冗余设计的容错自动化系统,适用于故障安全型应用。

一般吊装总重不超过3kN(≈300kg)整条轨道可分几次吊装就位。图(轨道):,如不符合要求,应调整导轨前后距离和中心距离,然后再用找道尺进行细找。、找正导轨(图)。图1扭曲调整:将找道尺端平,并使两指针尾部侧面和导轨侧工作面贴平、贴严,两端指针前列指在同一水平线上,说明无扭曲现象。如贴不严或指针偏离相对水平线,说明有扭曲现象,(微信公众号:电梯)则用垫片调整导轨支架与导轨之间的间隙(垫片不允许超过三片)使之符合要求。为了保证测量精度,用上述方法调整以后,将找道尺反向180°,用同一方法再进行测量调整,直至符合要求。2调整导轨垂直度和中心位置:调整导轨位置,使其端面中心与基准线相对,并保持规定间隙(如规定3mm)(图)。图3找间距:操作时,在找正点处将长度较导轨间距L小~1mm的找道尺端平,用塞尺测量找道尺与导轨端面间隙,使其符合要求。(找正点在导轨支架处及两支架中心处。)两导轨端面间距L(图),其偏差在导轨整个高度上应符合表图两导轨端面间距的偏差要求表电梯速度2m/s以上2m/s以下轨道用途轿厢对重轿厢对重偏差不大于(mm)+1、-0+2、-0+2、-0+2、-0上述三条必须同时调整。使之达到要求。1导轨接头处,。 如果导轨长度超出了830mm,则必须提供附加孔,以便用更多的螺丝固定才能使其稳固。淮安西门子PLC安装导轨6ES73901BC000AA0
安装间距: 必须保持如图中所示的间距,以便为安装模块提供充足的空间,并能够散发模块所产生的热量。连云港配套西门子PLC安装导轨6ES73901AE800AA0
每根至少应有两个导轨支架。4m至3m长的轿厢导轨可不受此限,但导轨支架间距不得大于2m。如厂方图纸有要求则按其要求施工。(微信公众号:电梯):根据每部电梯的设计要求及具体情况选用下述方法中的一种。:1预埋铁表面混凝土。若预埋铁打在混凝土井壁内,则要从混凝土中剔出。2按安装导轨支架垂线核查预埋铁位置,若其位置偏移,达不到安装要求,可在预埋铁上补焊铁板。铁板厚度δ≥16mm,长度一般不超过300mm。当长超过200mm时,端部用不小于φ16的膨胀螺栓固定于井壁。加装铁板与原预埋铁搭接长度不小于50mm,要求三面满焊(图)。图3安装导轨支架:(1)安装导轨支架前,要复核由样板上放下的基准线(基准线距导轨支架平面1~3mm,两线间距一般为80~100mm,其中一条是以导轨中心为准的基准线,另一条是安装导轨支架辅助线(图))。(2)测出每个(微信公众号:电梯)导轨支架距墙的实际高度,并按顺序编号进行加工;(3)根据导轨支架中心线及其平面辅助线,确定导轨支架位置,进行找平、找正。然后进行焊接;(4)整个导轨支架不平度应不大于5mm;(5)为保证导轨支架平面与导轨接触面严实,支架端面垂直误差小于1mm(图);(6)导轨支架与预埋铁接触面应严密。 连云港配套西门子PLC安装导轨6ES73901AE800AA0
用水冲洗孔洞内壁,使尘渣被冲出,洞壁被洇湿。4筑导轨支架用的混凝土用水泥、砂子、豆石按1:2:2的体积比加入适量的水搅拌均匀制成。筑导轨支架时要用此混凝土将孔洞填实。支架埋入墙内的深度不小于120mm,且要找平找正。5导轨支架稳筑后不能碰撞,常温下经过6~7天的养护,达到规定强度后,才能安装导轨(轨道)。6对于导轨支架的水平误差要求同前。(微信公众号:电梯):(基准线距导轨端面中心2~3mm),并进行固定(图)。图,其水平误差不大于1/1000。槽钢基础座位置确定后,用混凝土将其四周灌实抹平。槽钢基础两端用来固定导轨角钢架,先用导轨基准线找正后,再进行固定(图)。图δ≥12mm,面...
- 浦东新区主营西门子PLC安装导轨6ES75901AB600AA0 2025-12-11
- 模块西门子PLC安装导轨 2025-12-10
- 销售西门子PLC安装导轨6ES73901AB600AA0 2025-12-10
- 江苏主营西门子PLC安装导轨6ES7590-1AE80-0AA0 2025-12-09
- 常州配套西门子PLC安装导轨6ES7590-1AF30-0AA0 2025-12-09
- 嘉定区西门子西门子PLC安装导轨6ES73901AB600AA0 2025-12-09
- 奉贤区销售西门子PLC安装导轨6ES73901AF300AA0 2025-12-08
- 苏州西门子PLC安装导轨6ES73901AE800AA0 2025-12-08
- 松江区SIEMENS西门子PLC安装导轨6ES7590-1AF30-0AA0 2025-12-08
- 长宁区西门子西门子PLC安装导轨6ES75901AC400AA0 2025-12-08



- 上海销售西门子PLC安装导轨6ES75901AC400AA0 2025-10-17
- 淮安模块西门子PLC安装导轨6ES73901AE800AA0 2025-10-14
- 闵行区主营西门子PLC安装导轨6ES75901AJ300AA0 2025-10-14
- 崇明区**西门子PLC安装导轨6ES73901BC000AA0 2025-10-14
- 宝山区主营西门子PLC安装导轨 2025-10-14
- 崇明区供应西门子PLC安装导轨6ES73901AE800AA0 2025-10-12



- 内蒙古主营模块连接器6ES7522-5HF00-0AB0 01-02
- 无锡小型继电器AD16系列蜂鸣器厂家现货 01-02
- 崇明区供应AD16系列蜂鸣器哪家强 01-02
- 云南销售模块连接器6ES7531-7NF00-0AB0 01-02
- 宝山区控制箱AD16系列蜂鸣器哪家强 01-02
- 宝山区供应AD16系列蜂鸣器公司 01-02
- 闵行区供应模块连接器6ES7531-7NF10-0AB0 01-02
- 闵行区控制箱AD16系列蜂鸣器费用是多少 01-02
- 徐州热继电器AD16系列蜂鸣器哪家强 01-02
- 静安区供应西门子PLC安装导轨6ES7590-1AE80-0AA0 01-02