一、工厂自动化生产的五个级别1.使用快速装夹定位夹具使用快速装夹定位夹具,是工厂迈向自动化的第一步。在不同的机床与工序中使用统一的夹具基准,使得工件与电极的换装不再需要人工打表,几秒即可实现换装,重复定位可达2μm以内的高精度。2.机床集成了自动交换装置在使用快速装夹定位夹具的基础上,机床上选配了自动更换电极、工件的装置,从而实现较长时间的自动加工。但这种自动交换装置实现的自动化加工能力很有限。3.配置工件/电极复合系统通过配置工件/电极复合系统,可支持更多数量的工件/电极换装,可处理多种类不同托盘系统,**预设数据及数控程式确保了加工流程的高透明度。4.制造单元用一个处理设备,服务多台机床及设备,通过不同的机床及辅助设备实现无人值守加工,加工流程具有高透明度,实时获取工件及工序的资料,通过三坐标测量仪实现在线测量,确保高质量生产。在化工行业,自动化生产线可以应用于化学物质的混合、反应、分离等环节。3C电子杭州非标自动化全自动研发平台
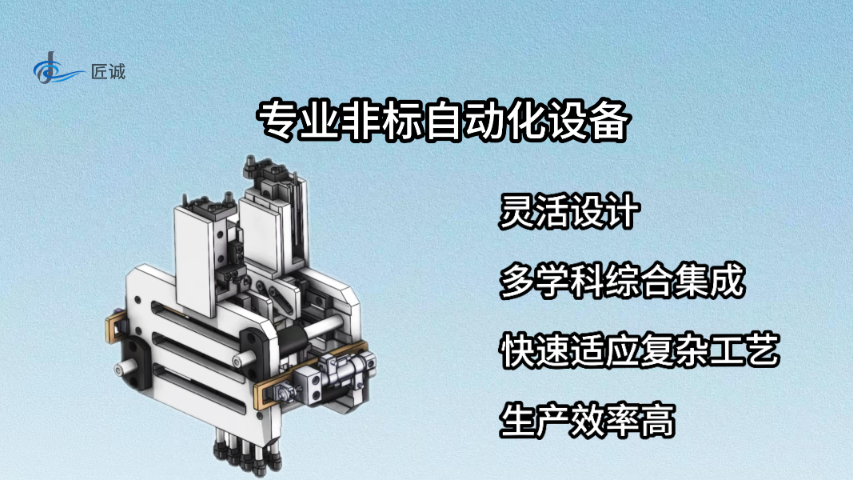
3、生产制造能力比较稳定:在自动化生产线设计方案中由一台或几台机器设备构成,出现问题时,有降权运行的能力,原材料传输系统软件也是有自主绕开常见故障机器的能力。4、产品品质提升:根据生产线自动化设计计划方案可以让零件在生产过程中,装卸搬运一次完成,尺寸精度高,生产加工方式平稳。5、生产线运作灵活:生产线自动化技术针对检测、上卡和日常维护工作可以从一班进行,二班、三班可以在没有人照顾下正常运行。同时能解决刀具寿命替换、货运物流阻塞输通等诸多问题。6、商品应变能力提高:在匠诚自动化生产线设计方案中数控刀片、工装夹具及原材料运输装置具有可靠特性,且系统软件平面布置图有效,有利于调整机器设备,达到消费者的需求。3C电子杭州非标自动化全自动研发平台自动生产线的类型也有很多种,如自动机加工生产线、自动装配生产线、自动喷涂生产线、自动电镀生产线等。
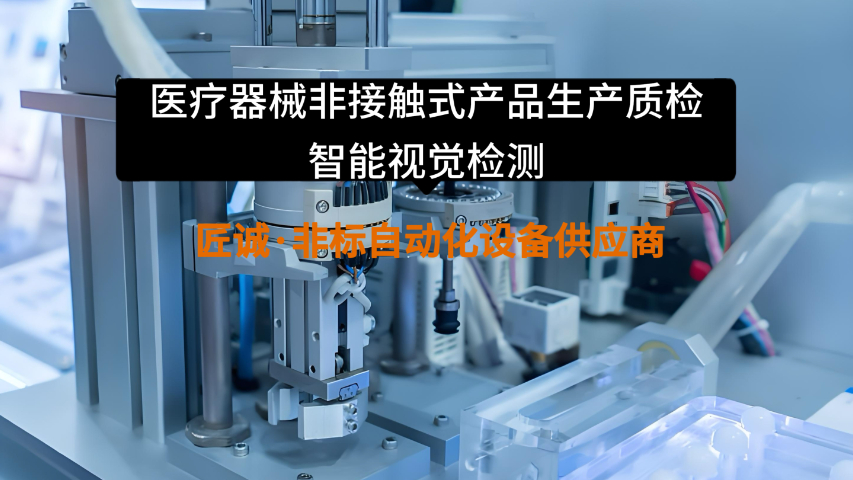
二、流水线生产医疗设备的局限性医疗设备的生产需要极高的精密度和复杂度,因此在流水线生产过程中面临着一系列的挑战。首先,医疗设备的生产需要高度的人工参与和技术支持,自动化程度相对较低。其次,医疗设备的种类繁多,每种设备都存在着不同的生产难度和技术难点,为流水线生产带来了挑战性。***,医疗设备的生产需要考虑到严格的质量控制和安全标准,因此在制造过程中会面临着较高的风险和责任。三、医疗设备流水线生产的可行性尽管医疗设备面临着诸多挑战,但在技术的不断进步和自动化程度上升的大背景下仍然不乏企业在尝试将医疗设备流水线生产。对于企业而言,流水线生产可以降低生产成本,提高效率,而对于医疗行业而言,随着医保政策的调整以及患者需要的不断增加,降低医疗设备的价格势在必行。
步骤五:功能调试1、功能测试:逐一测试设备的各个功能模块,确保其正常运行。2、匠诚自动化流程测试:根据实际工作流程,测试自动化设备完成特定任务的整个流程,确保流程的正确性和效率。3、故障诊断和排除:在调试过程中,遇到故障时,需要进行故障诊断和排除,找到故障原因并进行修复。步骤六:文件整理和培训1、技术文档整理:整理设备组装和调试过程中所产生的技术文档,包括图纸、说明书、参数设置等,以备后续维护和操作参考。2、操作培训:对操作人员进行设备操作培训,使其熟悉设备的操作流程、注意事项和维护方法。3、维护手册编写:编写设备的维护手册,包括日常保养、故障处理等内容,供维护人员参考。以上是匠诚自动化设备组装与调试的一般步骤和注意事项。在实际操作中,需要根据具体设备和技术要求进行调整和补充。此外,为确保安全和效果,请在组装与调试过程中一定要严格按照技术文件和操作规程进行操作,并随时注意设备的安全防护。对于复杂设备和系统,比较好有专业的技术人员进行指导和监督。在电子产品制造过程中,匠诚自动化生产线可以完成元器件的精确安装、焊接、测试等工序。
市场环境工业的发展,各行各业对工人的需求量都在大幅度的提高。在生产部门中,劳动密集型企业工人工资是一笔很大的支出,而且成本在急剧上升。在保证产品质量的前题下,要想做更便宜的产品,***可走的路是降低生产成本,提高生产效率。人工操作的速度是有限的,不管是哪一个工位,哪一种产品,都不排除可以靠机器来操作的可能。而工人的工资是只升不降的(由劳动法确定),而且每个月都得按时支付,此费用随着工人工作年限的延长而增加。可扩展性指的是设备能够根据企业发展的需要进行升级和扩展,以满足不断增长的生产需求。绍兴FA非标杭州非标自动化全自动研发平台
同时,需要准备好应急部件和工具,以备不时之需。确保生产过程的连续性和稳定性。3C电子杭州非标自动化全自动研发平台
匠诚非标自动化设备是如何安装调试的,用什么方式能够更快的,更有效的调试完成?我相信很多做自动化设备的员工都有一些大致的经验,但是在我们这里面,我们公司对于非标自动化设备的安装调试是有一定的规范的,下面我们看看我公司是如何安装调试的:匠诚非标自动化设备的电气检查:1.控制电路检查(主电路断开,接通控制电路空载试验)a.检查各电路及元器件的动作顺序是否正确。b.检查连锁环节及联动装置、各保护环节等信号装置的动作是否正确。c.检查行程开关、限位开关,并调整使其动作在准确位置。d.检查各元器件触头接触的可靠性、动作的灵活性、应无卡住、粘住或停滞现象,且无过大的噪声及线圈过热现象。3C电子杭州非标自动化全自动研发平台