仓库托盘货架:HashMicro软件中的高效仓库技术可帮助企业高效管理托盘货架,提升空间利用率和可访问性。该数字仓库功能充分利用垂直空间,实现安全、有序的库存存储。仓库深度报告:通过HashMicro仓储技术,企业可获取详细的库存水平和业务绩效报告。这些智能仓储功能为企业提供深入洞察,助力其做出明智的决策。综上所述,智能仓库对于现代企业而言至关重要,它不仅提升效率、减少错误,更有助于优化库存管理。借助HashMicro等先进技术,企业能够更快、更准确地响应客户需求,从而在激烈的市场竞争中保持先进地位。智能包装系统根据物品属性自动生成较优配送方案。中山工厂智能仓储自动化设备厂家

智能化仓库建设方案旨在利用先进的信息技术和自动化设备,提高仓库运营效率、降低成本并提升服务质量。以下是一个典型的智能化仓库建设方案:1. 自动化存储系统:采用自动化立体仓库(AS/RS)技术,通过堆垛机和输送带实现货物的自动存取,较大化利用空间,提高存储容量。2. 智能搬运设备:部署自动导引车(AGV)或无人叉车进行货物搬运,减少人力成本,提高搬运效率和准确性。3. 信息化管理系统:实施仓库管理系统(WMS),并与企业资源计划(ERP)系统集成,实现数据的实时同步和分析,优化库存管理。杭州高位智能仓储自动化设备厂家提高了跨区域调配和集中管理的能力,使得资源配置更加科学合理。

智能仓储在安全性与稳定性方面表现出色。在安全方面,智能仓储配备了完善的消防系统、烟雾报警器、温湿度传感器等安全设备,能够实时监测仓库内的安全状况。一旦发生火灾、漏水等异常情况,系统会立即启动相应的应急措施,如自动喷水灭火、发出警报通知工作人员等。同时,仓库的门禁系统严格限制人员进出,只有经过授权的人员才能进入特定区域,确保货物和设备的安全。在稳定性方面,智能仓储的自动化设备经过精心设计和严格测试,具备高可靠性和稳定性。设备的关键部件通常采用冗余设计,当某个部件出现故障时,备用部件能够及时接替工作,保证设备的正常运行。此外,系统还具备数据备份和恢复功能,防止因数据丢失而影响仓储作业。即使遇到停电等突发情况,智能仓储系统也能在恢复供电后迅速恢复正常运行,保障仓储业务的连续性。
食品饮料行业产品种类繁多、保质期各异,对仓储管理的时效性和卫生要求严格。智能仓储能满足这些特殊需求。在食品饮料仓储中,智能仓储系统可根据产品特性,分区存储不同类型食品。对于冷藏、冷冻食品,设置专门的冷链仓储区域,精确控制温度,确保食品新鲜度和品质。通过自动化设备,食品饮料的出入库操作快速准确,减少人工接触,降低污染风险。智能仓储管理系统实时监控库存,依据保质期和数据,合理安排产品出库,优先发出临近保质期产品,减少损耗。此外,系统还能记录食品从原材料采购到成品销售的全过程信息,实现质量追溯,一旦出现问题,可快速定位源头,保障消费者权益。智能仓储的智能监测系统,能够对温度、湿度等存储环境进行实时监控,保护货物安全。

智能仓储的定义及分类:智能仓储是物流过程的环节,智能仓储包括入库、存取、拣选、包装、分拣等步骤,以控制与驱动、定位与导航、物联网、大数据、人工智能、机器人为底层技术,统一调度,协调仓内的各类物流设备运行。其相较于传统仓储的主要优势包括:空间利用率高,立体仓储,节约70%以上的土地;动态存储,整合协调上下游;无人化机器操控,节约人力成本,提高准确率等。特种应用:应用自动化立体库较普遍的领域之一。后勤、装备等尤为普遍。其他:此外还有很多领域应用了自动化立体库。如岩芯库、轮胎库、教学库等。无人驾驶运输工具的应用,使得货物从入库到出库的运输效率大幅提升,节省了时间。中山快消品智能仓储自动化设备厂家
它利用实时监控,确保智能仓储设备正常运行。中山工厂智能仓储自动化设备厂家
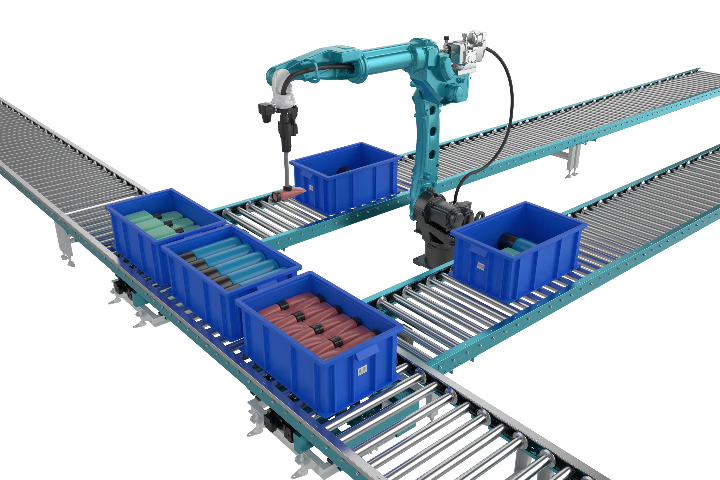
创新应用案例:实时定位系统(RTLS):实时定位系统(RTLS)是一项结合无线网络与RFID技术的仓储设备与货物实时定位技术。通过RTLS,仓储管理人员能够随时掌握每个货物的精确位置,大幅提高货物的定位精度与作业效率。同时,该系统还能为仓储环境的安全管理提供有力支撑,实现对货物状态的实时监控与预警。智能拣货系统:智能拣货系统基于机器人技术与人工智能算法等实现自动化拣货。该系统通过智能算法规划拣货路径与策略,实现自动分拣、装箱及打包等操作。智能拣货系统不仅明显提升了拣货速度与准确率,还大幅降低了人力成本与劳动强度。中山工厂智能仓储自动化设备厂家