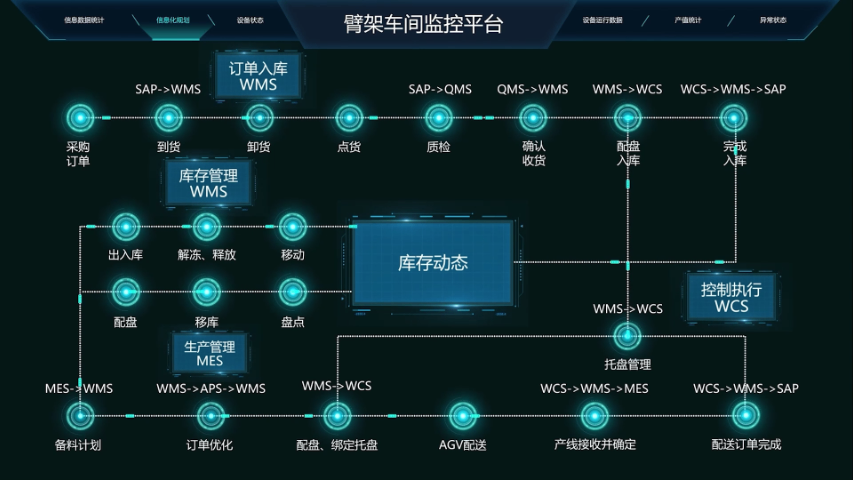
实现的技术:无线感测器。无线感测器将是未来实现智慧工厂的重要利器:智慧感测是基本构成要素,但如果要让制造流程有智慧判断的能力,仪器、仪表、感测器等控制系统的基本构成要素,仍是关注焦点。仪器仪表的智慧化,主要是以微处理器和人工智慧技术的发展与应用为主,包括运用神经网路、遗传演算法、进化计算、溷沌控制等智慧技术,使仪器仪表实现高速、高效、多功能、高机动灵活等性能。如专业人士控制系统(expertcontrolsystem;ECS)就是一种而具有大量的专门知识与经验的程式系统。WCS支持多设备集成,如输送线、自动导引车等,确保系统无缝运行。东莞物流数字化工厂解决方案

数字化工厂建设的主要优势包括:产品追溯:通过扫码查询,可以追踪到是哪个设备生产的、生产时间和人员,这是数字化工厂管理系统较基本的应用。质量管理:数字化工厂可以实现对生产过程的质量监控和管理,确保产品质量的稳定性和可靠性。生产管理:通过数字化管理系统,可以实时监控生产进度和效率,优化生产计划和资源配置。人员管理:数字化工厂可以实现对员工的管理和培训,提高员工的技能和素质,提升工作效率。简而言之,数字化工厂建设的目标是通过对各种数据的监测和分析,从而提高产能、降低成本、增加产量,实现数字化精益生产。南京智能制造数字工厂解决方案数字工厂的智能安防系统,实时监控厂区安全,保障生产环境。

在经济快速发展的这里,数字化工厂被诸多企业提出并实践,有人说过“存在即合理”,数字化工厂今时这里的热度和在诸多企业的存在与发展也印证了企业需要数字化的存在,市场需要数字化工厂的发展,未来也是数字化工厂的领域。那么数字化工厂有哪些优势值得企业进行运用呢?数字化工厂利用其工厂布局、工艺规划和仿真优化等功能手段,改变了传统工业生产的理念,给现代化工业带来了新的技术革新,其优势作用较为明显。我们可以想象一个企业,从研发开始,到生产规划、制造工程、生产执行,这是一整个生命周期过程。
其实数字化工厂没有确切的定义,它是一个复杂的系统。广义的数字化工厂是以制造产品和提供服务的企业为主要,由主要企业以及一切相关联的成员构成的、使一切信息数字化的动态组织方式,是对产品全生命周期的各种技术方案和技术策略进行评估和优化的综合过程。狭义的数字化工厂是以资源、操作和产品为主要,将数字化的产品设计数据,在现有实际制造系统的所映射的虚拟现实环境中,对产品生产过程进行计算机仿真和优化的虚拟制造方式。数字工厂的智能能源系统,实现能源回收利用,绿色环保。

MES系统是一套面向制造企业车间执行层的生产信息化管理系统。MES可以为企业提供包括制造数据管理、计划排程管理、生产调度管理、库存管理、质量管理、人力资源管理、工作中心/设备管理、工具工装管理、采购管理、成本管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模块,为企业打造一个扎实、可靠、全方面、可行的制造协同管理平台。美国先进制造研究机构AMR(Advanced Manufacturing Research)将MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。数字工厂通过物联网技术将生产设备互联,实现实时数据采集与分析,提升生产效率。东莞灯塔工厂整体解决方案
智能回转柜具备多层存储结构,较大化空间利用率,适合存放多种类型物品。东莞物流数字化工厂解决方案
1990年11月,美国先进制造研究中心AMR(Advanced Manufacturing Research)就提出了MES(制造执行系统)概念。1997年,MESA提出的MES功能组件和集成模型,包括11个功能,同时规定,只要具备11个功能之中的某一个或几个,也属MES系列的单一功能产品。2004年,MESA提出了协同MES体系结构(c-MES)。20世纪90年代初期,中国就开始对MES以及ERP的跟踪研究、宣传或试点,而且曾经提出了 “管控一体化”,“人、财、物、产、供、销”等颇具中国有特色的CIMS、MES、ERP、SCM等概念,只是总结、归纳、宣传、坚持或者提炼、提升不够,发展势头不快。东莞物流数字化工厂解决方案