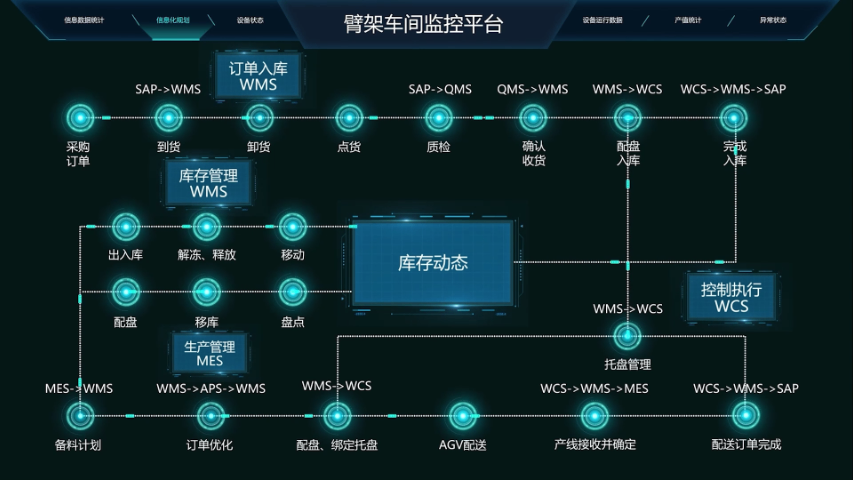
半导体工厂数字化是行业转型升级的必然趋势。通过实施数字化战略,企业能够提高生产效率、降低成本、提升产品质量和灵活性,满足市场对快速响应和定制化产品的需求。然而,在实施过程中,企业需要克服技术挑战,加强人才培养和引进,不断关注新技术的发展动态,以保持竞争优势。未来,随着智能化、绿色化和产业链协同优化等趋势的发展,半导体工厂数字化将为企业带来更加广阔的发展前景。然而,一些制造企业可能缺乏有效的数据管理和分析手段,导致数字化工厂的建设面临数据挑战。解决方案:制造企业可以通过建立完善的数据管理体系和数据仓库,实现对产品全生命周期的数据集成和管理。同时,制造企业也可以采用数据挖掘和分析技术,对数字化工厂中的海量数据进行处理和分析,为数字化工厂提供数据支持。WCS(仓库控制系统)实时调度设备,优化物料搬运流程,提高作业效率。东莞物流数字化智能工厂系统

WMS-WarehouseManagementSystem仓库管理系统。包括入库业务、出库业务、仓库调拨等功能,从ERP系统接受出入库物料清单,并从MES系统中接受出入库指令,协同AGV完成物料配送自动化,实现立体仓库和/或平面库的统一的仓储信息管理。DCS现场控制系统。在执行层,各种工业机器人、移动机器人和智能设备将代替人工进行生产,明显提高生产精确度和产品质量稳定性。在执行层是基础终端的自动化和数字化,譬如机器人,AGV,自动生产线等终端设备。在实现自动化功能的同时,还有信息和数据流,包括执行指令,数据反馈等。支持这些指令和反馈数据的主要技术是PLC,其上是SCADA+DCS,然后汇总到MES/MOM。东莞物流数字化智能工厂系统数字工厂通过智能仓储系统优化库存管理,减少库存积压,提高资金周转率。

数字化工厂的特点:数字化工厂是制造企业的“神经系统”,数字化工厂是制造企业的“神经系统”,是制造企业走向智能制造的必由之路。数字化工厂以产品数据为主要,将制造企业的研发、工艺、生产、质量等业务进行集成,实现产品制造过程的可视化和透明化管理。数字化工厂通过三维可视化技术,将产品从设计到制造的全过程进行数字化建模和仿真,使制造企业能够直观地看到产品的制造过程,从而实现对产品制造过程的优化和改进。数据挑战,数字化工厂的建设需要大量的数据支持,包括产品全生命周期的数据、生产过程中的各种数据等。
智慧工厂是在数字化工厂的基础上,现代工厂信息化发展的新阶段。利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排与生产进度。并加上AI智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。“智慧工厂”的发展,是AI智能工业发展的新方向。人机共存的系统:人机之间具备互相协调合作关系,各自在不同层次之间相辅相成。数字工厂利用人工智能优化生产工艺,减少材料浪费,提升资源利用率。
随着信息技术的不断进步和应用,数字化孪生工厂将会在制造业中发挥越来越重要的作用。它不仅可以帮助企业提升生产效率和产品质量,还可以激发创新潜力,推动企业迈向智能制造的新阶段。在数字化时代,孪生数字工厂已成为企业转型升级的必备利器,开启了制造业智能化转型的新征程。数字化工厂是指利用数字化技术和信息化手段,将传统工厂转型为智能化、自动化、数字化的现代化工厂。数字化工厂的发展可以追溯到上世纪70年代,当时的工业自动化技术已经开始应用于工厂的生产过程中。随着信息技术的不断发展和普及,数字化工厂逐渐成为了现代制造业的主流趋势。利用物联网技术,数字工厂实现设备远程监控,维护更便捷。珠海智慧工厂设备
在数字工厂,智能机器人协同作业,复杂任务轻松完成。东莞物流数字化智能工厂系统
1990年11月,美国先进制造研究中心AMR(Advanced Manufacturing Research)就提出了MES(制造执行系统)概念。1997年,MESA提出的MES功能组件和集成模型,包括11个功能,同时规定,只要具备11个功能之中的某一个或几个,也属MES系列的单一功能产品。2004年,MESA提出了协同MES体系结构(c-MES)。20世纪90年代初期,中国就开始对MES以及ERP的跟踪研究、宣传或试点,而且曾经提出了 “管控一体化”,“人、财、物、产、供、销”等颇具中国有特色的CIMS、MES、ERP、SCM等概念,只是总结、归纳、宣传、坚持或者提炼、提升不够,发展势头不快。东莞物流数字化智能工厂系统