货物在传统仓储过程中,由于搬运不当、存储环境不适宜等原因,容易造成损耗。智能仓储通过优化作业流程和提供适宜的存储环境,能够有效减少货物损耗。自动化设备在搬运和存储货物时,能够按照预设的程序和参数进行操作,避免因人为操作不当导致的货物碰撞、挤压等损坏。同时,智能仓储系统对仓库的温湿度、光照、通风等环境因素进行精细控制,确保货物始终处于比较好存储条件。对于一些对存储环境要求较高的货物,如药品、精密仪器等,智能仓储的环境控制功能尤为重要,能够很大程度地减少货物因环境因素而产生的质量下降和损耗,降低企业的经济损失。智能仓储促进了客户需求的快速响应能力,缩短了配送时间,增强了客户满意度。杭州工厂智能仓储自动化设备厂家

货架构造:水平旋转式仓库的货架:这类仓库本身可以在水平面内沿环形路线来回运行。每组货架由若干单独的货柜组成,用一台链式传送机将这些货柜串连起来。每个货柜下方有支撑滚轮,上部有导向滚轮。传送机运转时,货柜便相应运动。需要提取某种货物时,只需在操作台上给予出库指令。当装有所需货物的货柜转到出货口时,货架停止运转。这种货架对于小件物品的拣选作业十分合适。它简便实用,充分利用空间,适用于作业频率要求不太高的场合。输送线智能仓储定制智能仓储提供实时的数据分析,使得决策者能够基于数据做出精确判断,降低运营成本。

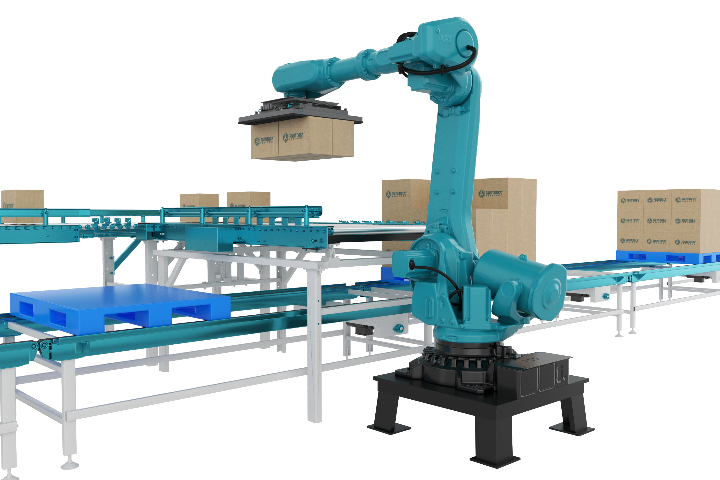
智能仓储系统的发展趋势主要体现在以下几个方面:一、自动化与智能化的深度融合,随着自动化技术的不断进步,智能仓储设备在仓储作业中的应用将越来越普遍。自动化立体仓库、自动分拣系统、智能机器人等设备的应用,将大幅提升仓储作业的自动化水平。同时,大数据和人工智能技术的引入,将进一步提升仓储管理的智能化水平,实现对仓储数据的实时采集、分析和处理,从而优化仓储布局,提升仓储效率。二、全流程的互联互通,物联网技术的应用将使得智能仓储系统能够实现全流程的互联互通。通过在货物、仓储设备、运输工具上安装传感器,可以实时采集并传输数据,实现对货物和设备的实时监控和管理。这种互联互通不仅提高了仓储作业的透明度,还为企业提供了全方面的数据分析支持,帮助企业优化物流流程,提高运营效率。
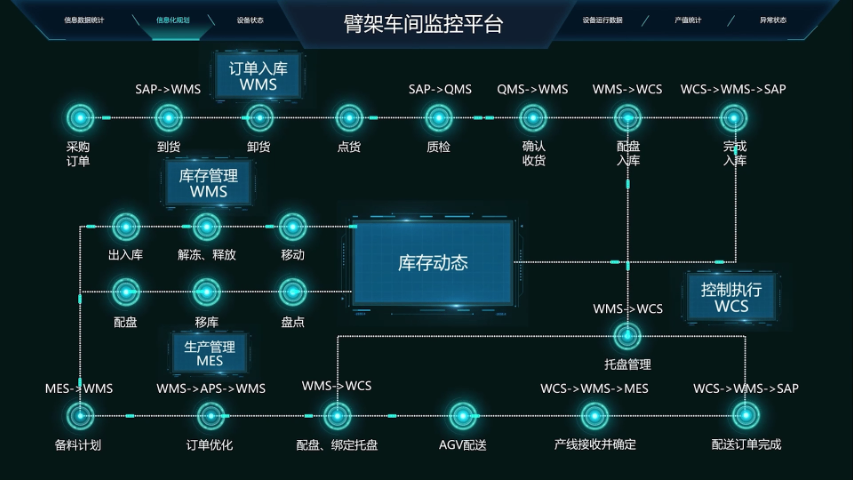
智能仓储系统通过可视化界面,为管理人员提供了直观、完整的仓库运行信息。在可视化平台上,管理人员可以实时查看货物的存储位置、库存数量、设备运行状态、作业进度等关键信息,以图形化、图表化的方式呈现数据,便于快速理解和分析。例如,通过实时监控自动导引车的运行轨迹和任务执行情况,管理人员可以及时发现潜在的拥堵或故障问题,并进行调度优化。同时,可视化管理还能为决策提供有力支持,管理人员可以根据实时数据和历史数据分析,做出更科学的库存管理、设备采购、人员排班等决策,提高管理效率和决策的准确性。智能扫描设备支持多语言识别,适应国际贸易需求。

不同行业对仓储有不同的特殊要求,智能仓储能够通过定制化设计满足这些需求。例如,食品行业对卫生和保鲜要求极高,智能仓储可以配备专门的清洁消毒系统、高精度的温控和湿度控制系统,确保食品的质量安全。电子行业由于电子产品对静电敏感,仓库可采用防静电材料装修,并配备防静电设备。化工行业存储的危险品具有易燃易爆、有毒有害等特性,智能仓储则采用防爆、防火、防泄漏等特殊设计,并配备专业的安全监测和应急处理设备,保障仓储过程的安全。将AR技术引入仓储作业,能够通过虚拟现实增强拣货员的作业指导,提高作业精度。杭州工厂智能仓储自动化设备厂家
智能仓储通过数据共享,促进各部门协同工作。杭州工厂智能仓储自动化设备厂家
智能仓储处于持续的技术升级与创新过程中。随着人工智能、大数据、云计算等新兴技术的不断发展,智能仓储不断融合这些新技术,提升自身的性能和功能。人工智能技术可应用于仓储管理系统的智能决策,通过对大量历史数据的学习和分析,预测货物的需求趋势,优化库存管理和作业流程。大数据技术则进一步挖掘仓储数据的价值,为企业提供更精细的业务分析和决策支持。云计算技术使智能仓储系统能够实现更高效的数据存储和处理,降低企业的信息化建设成本。此外,新的仓储设备和技术也在不断涌现,如更先进的自动分拣机器人、高速堆垛机等,推动智能仓储向更高水平发展。这种持续的技术升级与创新,使智能仓储始终保持高效、智能的优势,为企业的发展提供有力支撑。 杭州工厂智能仓储自动化设备厂家