- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统在不同行业中有着普遍的应用案例。例如,在汽车制造业中,MES系统能够实现生产线的自动化控制和管理,提高生产效率和质量;在电子制造业中,MES系统能够实现对电子元器件的准确追溯和管理,确保产品质量和可追溯性;在食品加工行业中,MES系统能够确保食品的安全性和可追溯性,提高消费者对产品的信任度。这些行业应用案例充分展示了MES系统的普遍应用价值和潜力。在选择MES系统时,企业需要综合考虑多个因素,包括系统的功能、性能、稳定性、可扩展性、成本等。为了更加科学地评估不同MES系统的优劣,企业可以采用多种评估方法,如功能对比、性能测试、用户评价、案例研究等。同时,企业还可以邀请专业的咨询机构或专业人士进行评估和咨询,以确保选择的MES系统能够满足企业的实际需求并带来较大的价值。无缝扩展:随着企业规模的扩大,MES系统能够无缝扩展,满足企业未来的发展需求。湖北mes系统品牌

MES系统的发展经历了从较初的简单数据收集到如今的全方面智能化管理的转变。早期MES系统主要关注生产数据的实时采集和监控,而随着技术的进步和制造业的发展,现代MES系统已经发展成为集生产计划、调度、执行、监控、分析于一体的综合管理系统。它不只能够实时反映生产现场的状况,还能通过数据分析和预测,为企业的生产决策提供支持。MES系统的架构通常包括数据层、应用层、用户接口层等。数据层负责收集、存储和处理生产过程中的各类数据;应用层则提供生产计划、调度、执行、监控等功能模块;用户接口层则为用户提供友好的操作界面。此外,MES系统还可能包括与其他系统(如ERP、SCM等)的接口,以实现数据的共享和交互。浙江mes鼎捷Mes能对生产数据进行有效的整合与管理。
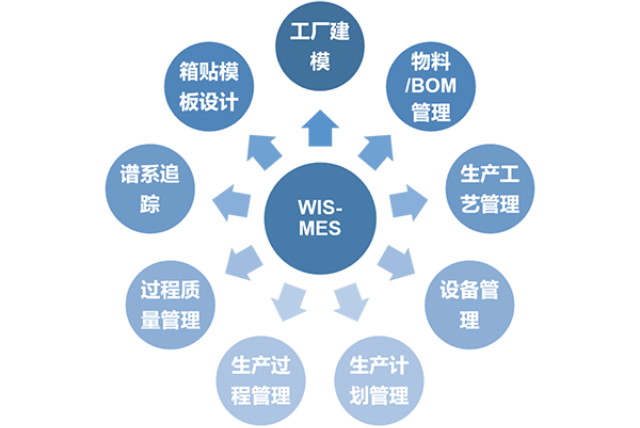
MES系统的关键作用在于填补计划层与控制层之间的信息鸿沟,确保生产计划的准确执行,提高生产效率,降低生产成本,同时提升产品质量和客户满意度。MES系统通常包含多个功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理等。这些模块相互协作,共同支持生产过程的顺利进行。在架构上,MES系统通常采用分层设计,包括数据采集层、数据处理层、应用层等,以确保系统的稳定性、可扩展性和易用性。MES系统能够根据企业的生产计划和订单需求,自动进行生产任务的分配和调度。它考虑生产线的产能、物料供应情况、设备状态等多种因素,生成较优的生产计划。
MES系统具备高度的灵活性和可扩展性,能够适应不同企业的生产需求和业务变化。企业可以根据自身的生产特点和业务需求,定制MES系统的功能模块和界面风格。同时,随着企业的发展和业务扩张,MES系统也能够轻松地进行扩展和升级,满足企业不断增长的生产需求。这种灵活性和可扩展性使得MES系统能够成为企业长期、稳定的生产信息化解决方案。MES系统具备强大的集成能力和开放性,能够与企业内部的其他管理系统进行无缝集成。通过与ERP、CRM等系统的集成,MES能够实现生产数据的共享和协同管理,提高企业的整体运营效率。云端部署:MES系统支持云端部署,降低企业IT成本,提高系统的可扩展性。

MES系统,即制造执行系统,是制造业信息化领域中的关键组成部分。它位于企业资源计划(ERP)与过程控制系统(如PLC、DCS等)之间,起到桥梁与纽带的作用。MES系统通过实时采集、监控、分析生产现场的数据,优化生产流程,提高生产效率,确保产品质量,降低生产成本。在智能制造和工业4.0的背景下,MES系统的重要性日益凸显,成为提升企业竞争力的关键手段。MES系统通常包含多个关键功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理、数据采集与集成等。灵活适应:能够适应不同规模和类型的制造企业,支持多样化的生产流程和业务需求。河北mes系统厂家
Mes在生产技术的集成应用中有意义。湖北mes系统品牌
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。湖北mes系统品牌
- 湖南mes生产管理 2026-02-10
- 安徽mes介绍 2026-02-10
- 天津mes制造执行系统 2026-02-10
- 湖北mes项目 2026-02-10
- 北京mes 软件 2026-02-10
- 云南mes与erp的区别 2026-02-09


