- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
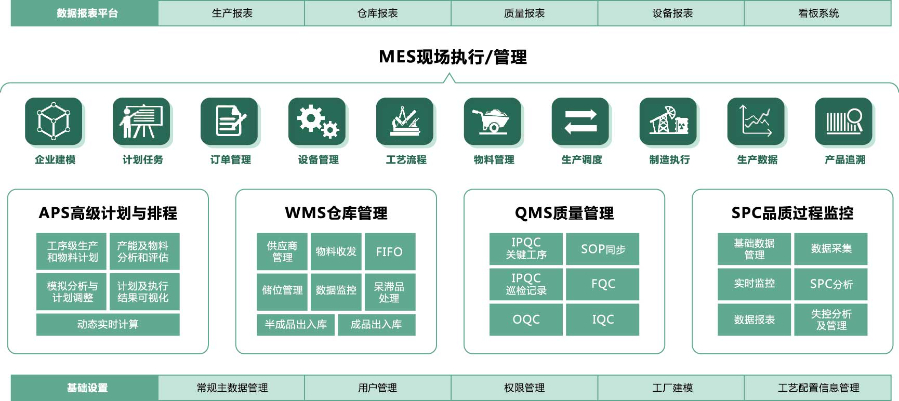
MES系统的设备管理模块,通过实时监控设备的运行状态和维修历史,能够预测设备的维护需求,实现预防性维护。这种预防性维护方式,不只可以避免设备故障导致的生产中断和损失,还能延长设备的使用寿命,降低维修成本。同时,设备管理模块还能对设备的维修过程进行管理,确保维修工作的及时性和有效性。MES系统的物料管理模块,实现了对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,该模块能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。同时,物料管理模块还能对物料的使用情况进行跟踪和分析,为企业的物料采购和库存管理提供决策依据。Mes能够保证生产数据的安全性。山东电子装配mes系统哪家服务好

数据采集与分析是MES的基础功能之一。MES能够实时采集生产过程中的各类数据,包括产量、工时、质量、设备状态等。通过数据采集技术(如传感器、RFID等),MES能够实时获取生产现场的数据,并将这些数据存储在数据库中。然后,MES会对这些数据进行处理和分析,以提取有价值的信息和知识。通过数据分析,MES能够发现生产过程中的问题和瓶颈,为生产优化和改进提供数据支持。同时,MES还能够将数据分析结果以图表、报表等形式展示给管理层,帮助管理层做出更明智的决策。北京mes软件有什么作用Mes在生产布局优化中是重要的因素。

安全性与可靠性是MES系统必须考虑的重要因素。MES系统涉及企业的生产数据和业务流程,必须确保数据的安全性和保密性。因此,MES系统需要采取多种安全措施,如访问控制、数据加密、备份恢复等,确保系统的安全性。同时,MES系统还需要具备高可靠性和稳定性,能够应对各种复杂的生产环境和业务需求。MES系统的培训与支持是确保系统成功应用的关键。企业需要对生产管理人员进行系统操作和使用培训,使他们能够熟练掌握MES系统的功能和操作方法。同时,企业还需要为生产管理人员提供持续的技术支持和服务,解决他们在使用过程中遇到的问题和困难。通过培训和支持,企业能够充分发挥MES系统的优势和作用,提高生产效率和管理水平。
质量控制与管理是MES的重要组成部分。MES能够实现对生产过程中的产品质量进行实时监控和检测。通过与质量检测设备(如测量仪、传感器等)的集成,MES能够实时获取产品的质量数据,并对这些数据进行处理和分析,以判断产品是否符合质量标准。如果产品质量出现异常或不合格,MES会及时发出警报,并采取相应的措施进行处理(如返工、报废等)。同时,MES还能够对质量数据进行统计和分析,为质量改进和优化提供数据支持。通过质量控制与管理,MES能够确保产品质量的稳定性和可靠性,提高客户满意度。Mes在整合生产要素方面有着特殊能力。
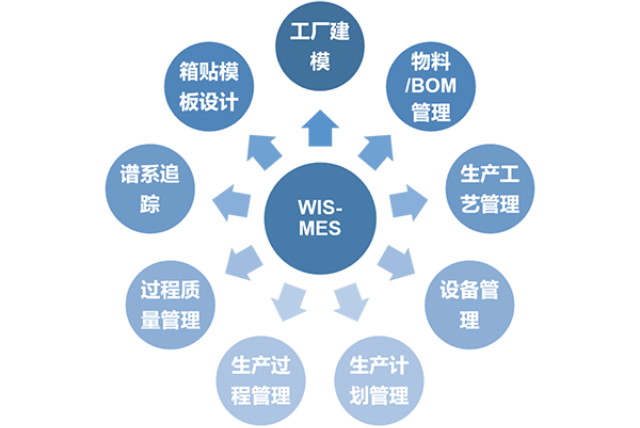
MES系统通常包括生产计划与调度、物料管理、质量管理、设备管理、人员管理等多个功能模块。这些模块相互协作,共同支撑起MES系统的整体功能。在架构上,MES系统一般采用分层设计,包括数据采集层、数据处理层、应用层等。数据采集层负责从生产现场收集数据;数据处理层对数据进行处理和分析;应用层则提供用户界面和业务逻辑,实现各种管理功能。生产计划与调度是MES系统的关键功能之一。它能够根据企业的生产需求、资源状况等因素,自动制定合理的生产计划,并实时调整生产调度。通过MES系统,企业可以更加准确地掌握生产节奏,避免生产过剩或生产不足的情况,从而提高生产效率和资源利用率。开放接口:提供开放的API接口,方便与其他系统进行数据交换和集成。产线级mes系统哪家专业
Mes对生产管理模式的变革有影响。山东电子装配mes系统哪家服务好
MES系统在不同行业中有着普遍的应用案例。例如,在汽车制造业中,MES系统能够实现生产线的自动化控制和管理,提高生产效率和质量;在电子制造业中,MES系统能够实现对电子元器件的准确追溯和管理,确保产品质量和可追溯性;在食品加工行业中,MES系统能够确保食品的安全性和可追溯性,提高消费者对产品的信任度。这些行业应用案例充分展示了MES系统的普遍应用价值和潜力。在选择MES系统时,企业需要综合考虑多个因素,包括系统的功能、性能、稳定性、可扩展性、成本等。为了更加科学地评估不同MES系统的优劣,企业可以采用多种评估方法,如功能对比、性能测试、用户评价、案例研究等。同时,企业还可以邀请专业的咨询机构或专业人士进行评估和咨询,以确保选择的MES系统能够满足企业的实际需求并带来较大的价值。山东电子装配mes系统哪家服务好
- 浙江mes与erp的区别 2026-02-11
- 重庆注塑 mes 2026-02-11
- 北京mes供应商 2026-02-11
- 湖南mes生产管理 2026-02-10
- 安徽mes介绍 2026-02-10
- 天津mes制造执行系统 2026-02-10