未来GMP车间将呈现“更智能、更高效、更绿色、更灵活”的发展趋势。技术创新方面,模块化建设模式将得到广泛应用,通过工厂预制标准化模块,现场组装,缩短建设周期30%-50%,且便于后期扩建与改造;连续生产技术将逐步替代传统的批次生产,实现生产过程的连续化、自动化,提高生产效率与产品质量稳定性。智能化方面,数字孪生技术将应用于GMP车间,构建虚拟车间模型,实现生产过程的模拟、优化与预测;AI技术将深度融入生产与质量管理,实现异常检测、质量预测、智能决策等功能。绿色方面,将更多采用节能、环保、可循环的材料与设备,推广清洁能源应用,实现“零排放、零污染”生产,助力医药产业的可持续发展。GMP车间墙壁和天花板无缝隙、易清洁,减少污染物积聚。清远洁净GMP车间要求
GMP 车间建设完成后,调试环节至关重要,直接影响车间能否快速达标投产。励康净化拥有专业的调试团队,为客户提供全方面的调试服务。调试内容包括:通风系统的风量与压差调试,确保各洁净区域的参数符合设计要求;空调系统的温湿度控制调试,实现准确恒温恒湿;洁净度检测,通过尘埃粒子计数器等设备检测车间洁净度级别;同时对车间内的设备进行联动调试,确保设备与工艺的适配性。调试过程中,励康团队会详细记录各项数据,形成调试报告,并为客户操作人员提供现场培训,指导其掌握设备操作与日常维护技能,帮助客户快速实现车间投产。湖北洁净GMP车间设计10000 级车间的换气次数,规定每小时要≥20 次。

供应商管理是 GMP 车间质量源头控制的关键,需建立 “资质审核、现场审计、动态评估” 的管控体系。选择供应商时,需对其生产资质、质量管理体系、生产能力等进行全方面审核,优先选择通过 GMP 或 ISO 认证的企业。对关键物料供应商,需每两年进行一次现场审计,检查其生产环境、设备状况、质量控制流程等是否符合要求。合作过程中,需每月对供应商的供货质量进行评估,指标包括物料合格率、交货及时性等,评估结果分为优异、合格、不合格三个等级。对不合格供应商,需发出整改通知,限期整改,整改无效则终止合作,确保所有供应商均能持续稳定提供符合质量要求的物料。
体外诊断试剂的灵敏度与准确性,与生产车间的环境控制密切相关,尤其是 PCR 诊断试剂等产品,对核酸污染防控要求极为严格。励康净化在体外诊断试剂 GMP 车间设计中,重点解决 “精度控制” 与 “生产效率” 的平衡问题:一方面,通过设置单独的核酸提取区、扩增区、产物分析区,采用单向气流设计防止气溶胶交叉污染,确保试剂检测精度;另一方面,优化车间物流路线,采用自动化传送设备连接各生产环节,减少人工搬运带来的效率损耗与污染风险。同时,车间还预留了自动化生产线升级空间,助力客户未来实现产能提升,充分满足体外诊断试剂行业快速发展的需求。GMP 粉剂车间湿度,以在 50% 左右较为适宜。

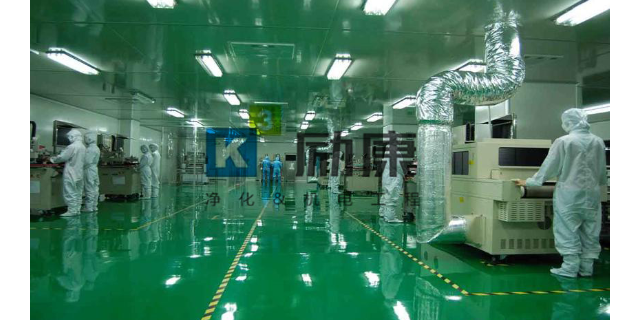
生物疫苗生产过程中,任何微生物污染都可能导致批次报废,造成巨大经济损失并威胁公众健康。励康净化在生物疫苗 GMP 车间建设中,将 “无菌控制” 贯穿全流程:车间墙体采用耐腐蚀、易清洁的不锈钢板材,地面选用无缝聚氨酯材料,减少细菌滋生隐患;通风系统配备高效空气过滤器(HEPA),确保进入洁净区的空气达到百级洁净标准;同时设置负压隔离病房式的主要生产区,防止疫苗生产过程中有害物质泄漏。此外,励康还为车间配备实时环境监测系统,实时监控温度、湿度、洁净度等参数,以技术手段为生物疫苗安全生产筑牢防线。药品生产强制要求使用 GMP 车间,并需通过认证。江西十级洁净GMP车间造价
紫外线灭菌对暴露对象需长时间照射,效率不高。清远洁净GMP车间要求
随着消费者对食品安全的关注度提升,传统食品 SC 车间正逐步融合 GMP 车间的精细化管控理念,形成 “食品 GMP 级洁净车间” 新模式。与普通 SC 车间相比,融合型车间在设计上有三大升级:一是工艺布局更注重 “防污染”,例如乳制品车间将原料验收、杀菌、灌装等环节按流程单向排布,生熟区域严格隔离,避免交叉污染;二是环境控制更准确,采用空气净化系统控制车间洁净度,针对烘焙食品车间需控制粉尘浓度,针对肉制品车间需控制湿度以防霉变;三是材料选择更安全,墙面采用食品级不锈钢,地面选用无缝聚氨酯材料,既耐腐蚀又便于清洁,且所有材料需通过食品安全检测,避免有害物质迁移。这种融合不仅满足《食品安全法》的基础要求,更通过借鉴 GMP 车间的全流程管控思维,推动食品生产从 “合格” 向 “质优” 升级,为消费者提供更安心的食品选择。清远洁净GMP车间要求