- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。例如,在汽车制造业中,MES系统需要实现生产线的自动化和柔性化;在电子制造业中,MES系统需要实现对电子元器件的精确追溯和管理。通过实际应用案例,我们可以看到MES系统为企业带来的明显效益和改进。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。未来展望:随着技术的不断发展和市场的不断变化,MES系统将继续为制造企业的创新发展提供有力支持。河南产线级mes系统功能
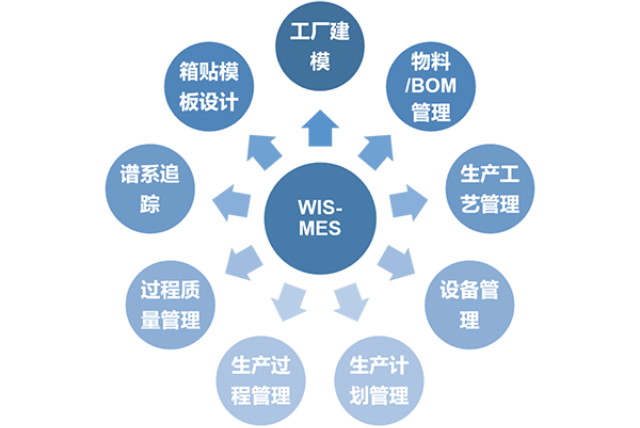
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。上海mes软件软件Mes在生产活动的成本控制中有帮助。

MES系统不只具有实时监控和管理生产的功能,还具有优化和改进生产的能力。通过对生产数据的深入分析和挖掘,MES系统能够发现生产过程中的瓶颈和问题,并提出相应的优化和改进建议。这些建议能够帮助企业改进生产流程、提高生产效率、降低生产成本。MES系统作为企业生产管理的关键系统,其安全性和可靠性至关重要。MES系统通常采用多种安全措施,如数据加密、权限控制、备份恢复等,确保系统的数据安全和稳定运行。同时,MES系统还经过严格的测试和验证,确保其在实际应用中的可靠性和稳定性。
MES系统的实施与部署是一个复杂而重要的过程。它需要企业明确自身的需求和目标,选择合适的MES系统产品,并进行系统的定制和开发。同时,企业还需要对MES系统进行测试和优化,确保其能够满足企业的实际需求。在实施和部署过程中,企业需要与MES系统供应商紧密合作,共同解决实施过程中遇到的问题和挑战。MES系统的维护与升级是确保系统稳定运行和持续发展的重要环节。企业需要定期对MES系统进行维护和保养,确保系统的正常运行和数据的安全。同时,随着企业业务的发展和技术的进步,MES系统也需要进行升级和更新,以满足企业新的需求和挑战。在维护和升级过程中,企业需要遵循相关的规范和标准,确保系统的稳定性和兼容性。Mes在生产运营管理方面提供新的思路。
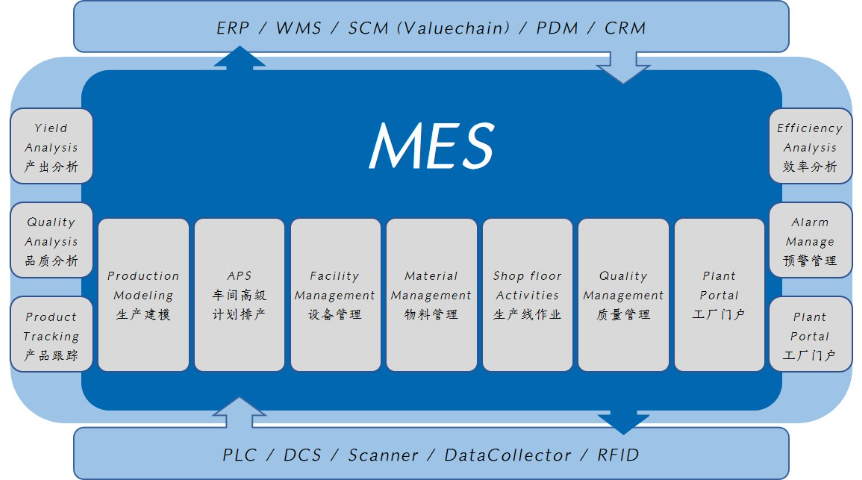
MES系统的物料管理模块能够实现对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,MES系统能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。MES系统的人员管理模块能够记录和分析员工的工作效率、工作质量等数据,为企业的人力资源管理提供有力支持。通过合理安排员工的工作任务和工作时间,MES系统能够提高员工的工作效率和工作满意度,降低企业的劳动力成本。MES系统具有良好的集成性和协同性,能够与企业上层的管理系统(如ERP、CRM等)和底层的生产控制设备(如PLC、DCS等)进行无缝集成。这种集成和协同使得企业能够实现信息的共享和流通,提高整体运营效率和管理水平。跟踪库存、订单和交货,确保物料及时供应。广州产线级mes系统多少钱
Mes在现代工厂的运作体系里有独特地位。河南产线级mes系统功能
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。MES系统的选择因素:企业在选择MES系统时需要考虑多个因素,包括功能需求、系统扩展性、系统兼容性、供应商实力、成本效益等。河南产线级mes系统功能
- 苏州机械加工mes系统报价 2026-04-02
- 青岛机械加工mes系统哪家服务好 2026-04-01
- 重庆通用mes系统哪家专业 2026-04-01
- 广州中小企业MES系统 2026-04-01
- 辽宁机械加工mes系统哪家便宜 2026-03-31
- 广东中小企业MES系统定制 2026-03-31
- 江苏机械加工mes系统哪家便宜 2026-03-29
- 辽宁mes系统有哪些 2026-03-29
- 青岛通用mes系统哪家优惠 2026-03-27
- 四川通用mes系统在线咨询 2026-03-27
- 山东中小企业MES系统哪家优惠 2026-03-26
- 苏州mes软件怎么收费 2026-03-25

