未来GMP车间将呈现“更智能、更高效、更绿色、更灵活”的发展趋势。技术创新方面,模块化建设模式将得到广泛应用,通过工厂预制标准化模块,现场组装,缩短建设周期30%-50%,且便于后期扩建与改造;连续生产技术将逐步替代传统的批次生产,实现生产过程的连续化、自动化,提高生产效率与产品质量稳定性。智能化方面,数字孪生技术将应用于GMP车间,构建虚拟车间模型,实现生产过程的模拟、优化与预测;AI技术将深度融入生产与质量管理,实现异常检测、质量预测、智能决策等功能。绿色方面,将更多采用节能、环保、可循环的材料与设备,推广清洁能源应用,实现“零排放、零污染”生产,助力医药产业的可持续发展。生物制药 GMP 车间满足 B 级洁净要求,适配高附加值药品生产。河南百级洁净GMP车间规划
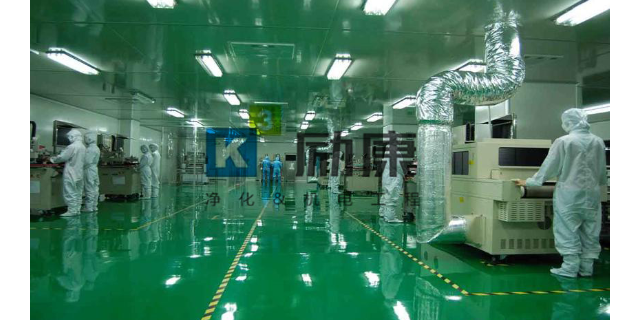
GMP 车间材料的选择直接影响洁净度维持与长期使用成本,励康净化在材料选型上坚持 “合规优先、耐用为辅” 的原则。例如,车间墙面优先选用 304 不锈钢或彩钢板,这类材料具有耐腐蚀、易清洁、不产尘的特点,符合 GMP 对洁净环境的要求;地面采用环氧树脂或聚氨酯材料,无缝施工工艺可避免积尘与细菌滋生,同时具备良好的耐磨性,延长使用寿命;门窗选用钢化玻璃与不锈钢边框,确保透光性的同时,便于清洁与维护。此外,所有材料均需提供合规证明文件,确保符合医药或食品行业的安全标准,从源头保障车间质量。湛江食品加工GMP车间装修时长原料药生产 GMP 车间,满足从实验室到工业化生产的合规需求。

GMP 车间内物料的传递过程若控制不当,易造成交叉污染,影响产品质量。励康净化在 GMP 车间物流设计上,采取 “无菌传递、单向流动” 的策略:物料进入车间前需经过外清、消毒、灭菌等处理,通过无菌传递窗或气闸室进入洁净区;不同洁净级别的物料传递设置通道,高洁净级别物料不得反向流入低洁净级别区域;采用自动化物料传送设备,如传送带、AGV 机器人等,减少人员接触物料的次数,降低污染风险;同时对物料包装进行规范,选用无菌、易清洁的包装材料,避免包装材料带入污染物。合理的物流设计,不仅保障了物料的无菌性,还提升了物料传递效率,助力车间实现高效生产。
血液制品生产涉及血浆采集、分离、纯化等多个环节,对车间的无菌控制、交叉污染防控要求极高。励康净化在血液制品 GMP 净化车间建设中,构建了全流程安全屏障:车间按照 “血浆处理 - 制品纯化 - 成品灌装” 的流程进行分区,采用单向流设计,防止不同环节的物料交叉污染;主要生产区采用百级洁净标准,配备高效空气过滤器与紫外线消毒设备,确保无菌环境;血浆储存区设置冷库,精确控制温度在 2-8℃,保障血浆质量;同时建立完善的清洁消毒制度,对设备、管道、地面等进行定期消毒,防止残留血液成分滋生细菌。这些设计为血液制品的安全生产提供了有力保障。从人员净化到物料传递,GMP 车间实现全链条无菌管控。

GMP 车间的建设成本受洁净等级、面积、设备配置、行业类型等因素影响,差异较大。一般而言,口服固体制剂 GMP 车间(C/D 级)建设成本为 1500-3000 元 / 平方米;无菌制剂 GMP 车间(A/B 级)建设成本为 5000-8000 元 / 平方米;生物医药 GMP 车间因要求更高,建设成本可达 8000-15000 元 / 平方米。预算规划需涵盖前期设计费、工程施工费、设备采购费、验证费、培训费、运维费等方面,其中设备采购费占比较高,约 40%-50%,主要包括生产设备、净化设备、检测设备等。在预算分配时,需优先保障主要设备与净化系统的质量,同时预留 15%-20% 的备用金,应对建设过程中的变更与突发情况。食品 GMP 车间需严格区分原料、加工、包装区,避免食品生产过程交叉污染。云浮净化GMP车间规划公司排名
GMP 车间功能分区明确,洁净区、半洁净区、污染区需设合理压差,防交叉污染。河南百级洁净GMP车间规划
GMP 车间施工过程复杂,涉及土建、暖通、电气、管道等多个专业领域,需通过科学的施工管理实现 “质量达标” 与 “进度可控” 的双重目标。在施工前,需制定详细的施工计划,明确各专业的施工顺序与时间节点,例如先完成车间主体结构施工,再进行墙面、地面的洁净材料铺设,安装通风、电气设备,避免交叉作业分歧。施工过程中,需建立 “三级质量验收” 制度:施工班组完成一道工序后先自检,合格后报项目部复检,复检通过后邀请监理单位终检,只有三道验收全部合格,才能进入下一道工序。例如通风管道安装后,需进行漏风测试,确保无空气泄漏;地面铺设后,需检查平整度与密封性,避免出现裂缝。同时,需建立高效的沟通机制,定期召开施工协调会,及时解决施工中遇到的问题,例如若洁净材料供货延迟,可调整施工顺序,先进行非洁净区域的施工,确保整体进度不受影响。通过质量与进度的协同管控,可确保 GMP 车间施工质量符合规范要求,且按时交付使用。河南百级洁净GMP车间规划