生物医药 GMP 车间主要用于生物制剂、疫苗等生产,需满足更严格的生物安全与无菌要求。车间需设置单独的生物安全防护区,根据产品风险等级配备 Class II 或 Class III 生物安全柜、隔离器等设备,防止病原微生物泄露。无菌生产区需采用 “全封闭、全隔离” 设计,人员进入需经过更衣、洗手、消毒、风淋等多道程序,穿戴无菌连体服、口罩、手套、护目镜等防护装备;物料进入需经双扉灭菌柜灭菌或无菌过滤处理。此外,车间需配备在线清洁(CIP)与在线灭菌(SIP)系统,实现生产设备的自动化清洁与灭菌,同时设置单独的废水处理系统,对含生物污染物的废水进行灭菌处理后再排放。生物制药 GMP 车间满足 B 级洁净要求,适配高附加值药品生产。吉林千级无尘GMP车间规划公司排名
体外诊断试剂的主要价值在于 “检测准确”,而 GMP 车间的设计直接影响试剂的灵敏度与稳定性,尤其是 PCR 诊断试剂、核酸检测试剂等产品,需重点防控交叉污染。设计时需采用 “分区隔离” 策略:将车间划分为试剂制备区、样本处理区、扩增区、产物分析区,各区之间设置单独通风系统与缓冲间,避免气溶胶扩散导致的交叉污染 —— 例如扩增区产生的核酸扩增产物若扩散至试剂制备区,会导致后续试剂假阳性。同时,各区需配备设备与耗材,如样本处理区使用移液器,产物分析区配备单独的基因测序仪,避免设备共用造成污染。在清洁消毒环节,需针对不同区域制定差异化方案:试剂制备区采用无菌抹布擦拭与紫外线消毒结合,样本处理区则需使用核酸酶清除剂,彻底去除残留核酸片段。只有通过精细化的分区与消毒管理,才能确保体外诊断试剂的检测结果真实可靠。梅州无菌GMP车间装修操作人员需经专业培训考核合格,方可进入 GMP 车间开展工作。

关键设备清洁验证需按照 “风险评估、方案制定、执行验证、结果评价” 的流程开展。首先通过风险评估确定关键设备和非常难清洁部位,如反应釜的搅拌桨、管道的弯头处。随后制定验证方案,明确清洁方法、取样点、检测方法、可接受标准等,检测方法需经过方法学验证,确保准确可靠。验证过程中,需进行 3 批连续的清洁验证,每批在清洁后从取样点采集样品,检测残留物和微生物。验证结果需符合预设标准,如残留物低于 10ppm,微生物数≤1CFU/cm²。若验证失败,需分析原因并优化清洁方案,重新进行验证。清洁验证结果需形成验证报告,经 QA 审批后归档,同时每两年进行一次再验证,当设备变更或生产工艺调整时,需重新开展验证。
GMP 车间设计需严格遵循《药品生产质量管理规范》,主要原则为 “防止交叉污染、便于清洁消毒、流程合理有序”。通常采用功能分区设计,分为一般生产区、洁净区与无菌区三大类。一般生产区用于物料粗加工、外包装等低洁净需求操作,无需严格空气净化;洁净区按洁净度分为 A、B、C、D 四个级别,其中 A/B 级为高风险操作区,需采用单向流净化系统,C/D 级为辅助操作区,采用非单向流净化;无菌区主要用于无菌药品生产,洁净度需达到 A 级标准。各区之间需设置缓冲间、传递窗等隔离设施,人员与物料通道严格分离,墙面、地面、天花板采用无缝、耐腐蚀、易清洁的材料,确保生产环境符合 GMP 要求。GMP 车间排水系统要分类处理,含生物污染物废水需先灭菌再排入管网。

偏差管理是 GMP 车间质量保证的重要环节,需遵循 “及时发现、准确评估、有效纠正” 的原则。当出现物料不合格、设备故障、环境参数超标等偏差时,操作人员需立即停止相关操作,在 24 小时内填写偏差报告,详细说明偏差发生的时间、地点、情况。QA 人员接到报告后,需组织相关人员进行偏差调查,分析偏差原因,评估对产品质量的影响程度,将偏差分为重大、一般、微小三个级别。针对不同级别偏差制定纠正预防措施(CAPA),重大偏差需上报质量负责人审批,纠正措施实施后,需跟踪验证效果,确保偏差得到彻底解决。所有偏差记录需归档保存,每月进行偏差趋势分析,避免同类偏差重复发生。GMP 车间的空调净化系统 24 小时不间断运行,维持洁净等级稳定。山西洁净GMP车间装修设计
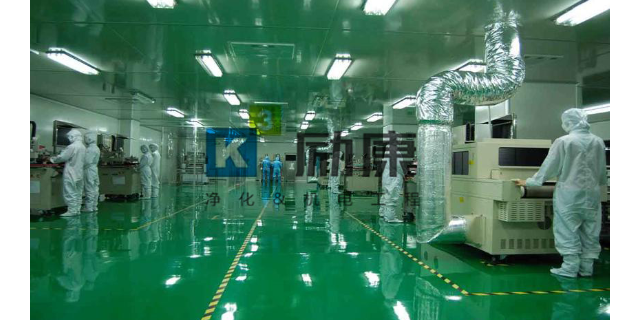
智能化 GMP 车间搭载 PLC 控制系统,准确调控生产环境参数。吉林千级无尘GMP车间规划公司排名
GMP 车间需建立常态化的环境监测体系,监测项目包括洁净度(微粒数、浮游菌、沉降菌)、温湿度、压差、风速等,监测频率根据区域洁净级别而定,A/B 级区域需连续监测或每日监测,C/D 级区域可每周监测 1-2 次。监测数据需实时记录与分析,当出现偏差(如洁净度超标、温湿度异常)时,需立即启动偏差处理程序,由专人负责调查偏差原因,评估偏差对产品质量的影响,采取纠正与预防措施。偏差处理过程需做好记录,包括偏差发生时间、地点、原因、处理措施、效果评估等,同时需对纠正与预防措施的有效性进行跟踪验证,防止同类偏差再次发生。吉林千级无尘GMP车间规划公司排名