- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
设备管理MES 对车间内的设备进行全面管理,包括设备的台账管理,记录设备的基本信息、购置时间、维修历史等。同时,它可以实时监测设备的运行状态,通过传感器收集设备的运行参数,如温度、压力、振动等。当设备出现异常时,MES 系统能够及时报警,并安排维修计划。例如,在化工生产车间,当反应釜的温度或压力超出正常范围时,MES 系统会立即发出警报,通知相关人员进行处理,并自动生成维修工单,记录维修过程和结果,以确保设备的正常运行。Mes在生产流程再造中有应用价值。重庆mes生产管理系统解决方案

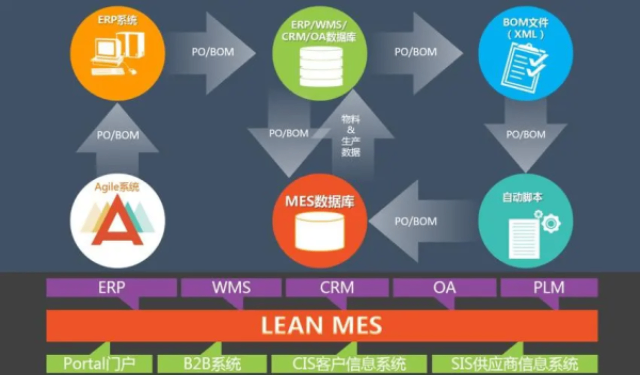
MES系统的实施与部署是一个复杂而重要的过程。它需要企业明确自身的需求和目标,选择合适的MES系统产品,并进行系统的定制和开发。同时,企业还需要对MES系统进行测试和优化,确保其能够满足企业的实际需求。在实施和部署过程中,企业需要与MES系统供应商紧密合作,共同解决实施过程中遇到的问题和挑战。MES系统的维护与升级是确保系统稳定运行和持续发展的重要环节。企业需要定期对MES系统进行维护和保养,确保系统的正常运行和数据的安全。同时,随着企业业务的发展和技术的进步,MES系统也需要进行升级和更新,以满足企业新的需求和挑战。在维护和升级过程中,企业需要遵循相关的规范和标准,确保系统的稳定性和兼容性。广州mes生产管理系统软件无缝集成:MES系统能够与企业现有的ERP、SCM等系统无缝集成,实现信息的共享和协同。

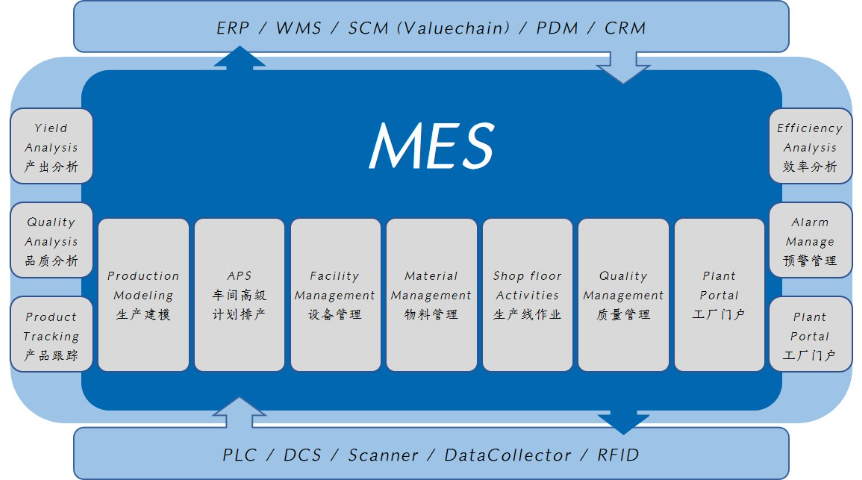
MES,即制造执行系统,是面向制造企业车间执行层的生产信息化管理系统。它位于企业上层计划管理系统(如ERP)与底层工业控制之间的面向车间层的管理信息系统,是连接计划层与设备层之间的桥梁。MES的关键功能包括生产调度、生产执行、数据采集、质量控制、设备管理等,旨在提高生产效率、优化生产流程、确保产品质量,并为企业决策提供实时、准确的生产数据。在智能制造的大背景下,MES作为制造企业的关键信息系统,发挥着至关重要的作用。它不只能够实现生产过程的自动化和智能化,还能够与企业的其他管理系统(如ERP、CRM等)进行无缝集成,形成完整的智能制造体系。通过MES,企业能够实时掌握生产状况,快速响应市场变化,提高生产效率和产品质量,从而在激烈的市场竞争中占据优势地位。
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。实时数据更新:MES系统实时更新生产数据,确保信息的及时性和准确性。
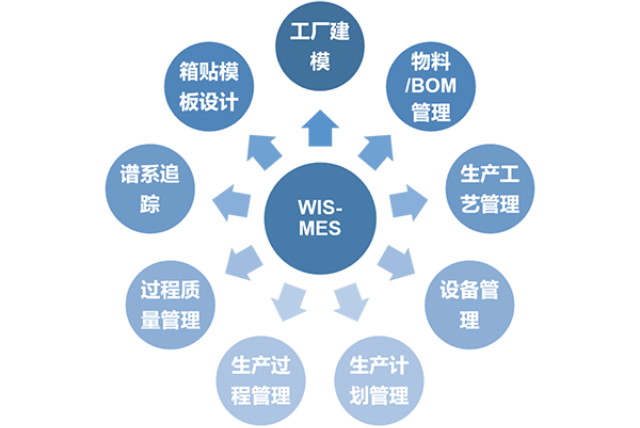
设备管理与维护是MES的又一关键功能。MES能够实现对生产设备的全方面管理,包括设备的台账管理、维修保养计划制定、故障报修与处理等。通过设备管理模块,MES能够实时掌握设备的运行状态和维修历史,为设备的维修保养提供决策支持。同时,MES还能够与设备监控系统进行集成,实时获取设备的运行数据,并对这些数据进行处理和分析,以预测设备的故障趋势和维修需求。通过设备管理与维护,MES能够确保设备的正常运行和稳定性,减少设备故障对生产的影响。多语言支持:提供多语言界面和支持服务,方便不同国家和地区的用户使用。辽宁通用mes系统哪家便宜
Mes在生产管理的信息化进程中起作用。重庆mes生产管理系统解决方案
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。重庆mes生产管理系统解决方案
- 贵州mes 系统 2026-01-27
- 福建mes智能工厂 2026-01-27
- 重庆mes架构 2026-01-27
- 福建mes架构 2026-01-27
- 重庆mes系统有哪些 2026-01-27
- 山东mes系统是什么 2026-01-27
- 云南mes系统排名 2026-01-26
- 云南mes运维 2026-01-26
- 上海通用mes系统怎么收费 2026-01-26
- 湖南mes系统模块 2026-01-26
- 北京mes生产执行系统 2026-01-25
- 四川mes生产管理系统公司有哪些 2026-01-25