钛设备的选型与设计要点材质精细选型:常温常压弱腐蚀选TA1(高塑性);通用强腐蚀选TA2(工业纯钛主流);**高温高载荷选TC4;强还原性介质选TA9(Ti-Pd)、TA10(Ti-Mo-Ni)耐蚀钛合金。结构防腐设计:避免缝隙腐蚀(全焊透、密封结构);控制焊接变形(钛热导率低,采用氩弧/等离子焊);杜绝铁污染(加工中隔离碳钢,防止电偶腐蚀);表面酸洗钝化强化钝化膜。制造工艺规范:焊接保护气体纯度≥99.99%;成型采用冷/热加工,避免高温氧化;无损检测(RT、UT、PT)保障焊缝与结构质量。成本优化方案:大规模设备采用钛-钢复合板,降低成本30%,同时保留钛的耐蚀性;模块化设计提升安装与运维效率。装备恒久可靠 工业重器。有实力的钛设备排名

钛设备是以工业纯钛、钛合金为**基材,通过锻造、焊接、成型、精密加工、表面钝化等工艺制造的工业装备、结构部件与功能器件,是依托钛金属耐蚀性、高比强度、生物相容性、宽温域稳定性、功能性五大本征特***于现代工业极端工况的**装备。如果说传统金属装备是工业生产的“常规工具”,那么钛设备就是工业体系的防护盾、承重骨、传热芯、导电体、生命载体,其**作用并非简单替代碳钢、不锈钢、镍基合金等传统材料,而是解决传统材料无法适配的极端工况难题、突破工业生产的技术瓶颈、保障**装备的安全运行、实现全生命周期的价值比较好。广州专业的钛设备工厂设备常青 耐用为王,钛铸辉煌 岁月淬炼,钛质不变。

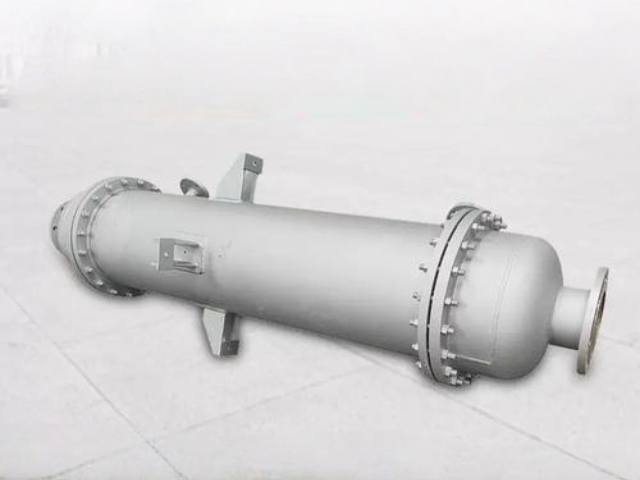
钛设备在各行业的具体用途与应用场景,石油化工行业:钛设备的**应用阵地(占总用量40%以上)石油化工是钛设备比较大消费领域,**需求为强腐蚀、高温高压、易燃易爆、连续化生产,钛设备彻底解决传统材料腐蚀泄漏、寿命短、检修频繁的痛点:氯碱工业:全球90%以上离子膜法氯碱装置采用钛设备。钛制钌铱金属阳极替代石墨阳极,电流效率提升至97%,寿命延长10倍以上;钛换热器用于盐水预热、烧碱冷却,无堵塞、无腐蚀;钛反应釜、钛管道、钛阀门、钛过滤器贯穿电解、蒸发、氯处理全流程,在32%烧碱、湿氯气、饱和盐水介质中实现15年免维护。
在医疗领域,钛植入物(髋关节、种植牙、接骨板)的作用是替代人体受损骨骼,实现骨结合,支撑生命健康;钛制手术器械的作用是轻量化、无磁、耐高温消毒,保障手术安全。在食品医药领域,钛发酵罐、无菌储罐、药液过滤器的作用是无杂质析出、无介质污染,保障食品药品安全,避免重金属污染风险。钛设备以生物安全特性,成为生命健康领域的 “安全载体”。宽温域稳定与特殊功能作用:极端环境的“适配器件”在超高温、**温、高真空、强辐射、无磁要求等特殊极端环境中,传统材料会发生变形、失效、磁化,无法满足使用要求。钛设备的第六**作用是宽温域稳定与特殊功能适配。
品质永恒 钛质护航,生产无忧 硬核品质。
前列生物相容性:钛无毒、无致敏、无重金属析出,与人体骨骼、血液、软组织高度兼容,不引发排异反应,满足医疗植入、食品医药GMP与食品级卫生标准。宽温域与特殊功能性:钛无磁性,适配核磁共振、精密电子设备;低热膨胀系数、高热稳定性,适配半导体、光学仪器、真空设备;表面钝化膜可抑制海洋生物附着,降低海洋装备运维成本。优良可加工性:钛可焊接、冲压、轧制、铸造、旋压、3D打印,能制**应釜、换热器、耐压舱、复杂管路、微型植入物等全形态设备,满足从大型工业装备到精密零部件的制造需求。轻量强,钛创不凡 质轻力强。广州口碑好的钛设备直销厂家
钛护安心 极耐蚀,唯钛可选 。有实力的钛设备排名
传统产业升级与防腐需求刚性释放石油化工、冶金、电力、海水淡化等传统行业进入产能置换、绿色升级周期,钛设备替代碳钢、不锈钢、镍基合金成为趋势:氯碱、PTA、醋酸:强腐蚀工况下,钛设备寿命20年以上,较316L不锈钢延长10倍,维护成本降低60%,行业装置升级带动钛换热器、反应釜需求年均增长7%;海水淡化:全球90%大型海水淡化装置采用钛蒸发器、冷凝器,中国沿海新建淡化项目全部标配钛设备,2030年全球海水淡化市场规模将突破200亿美元,钛设备需求同步增长;火电脱硫:钛合金喷淋层、除雾器,耐石灰石-石膏浆液腐蚀,替代玻璃钢与不锈钢,装置可靠性提升至99.5%,市场渗透率持续提升。有实力的钛设备排名




