燃料供应的稳定性与成本高低直接影响发电设备的长期运行经济性,而安美科天然气发电机组在燃料适应性与成本控制方面展现出明显优势。该类机组不仅可使用管道天然气作为燃料,还能适配液化天然气(LNG)、压缩天然气(CNG)以及油气田伴生气、煤层气等非常规天然气,燃料适配范围广,可根据项目现场燃料供应情况灵活选择,大幅降低燃料获取难度。例如,在陕西煤层气发电项目中,安美科为其配置的 1000kW 天然气发电机组,直接利用当地煤层气作为燃料,既解决了煤层气排空造成的能源浪费与环保问题,又为项目节省了燃料采购与运输成本,实现了资源循环利用与经济效益的双赢。从燃料成本来看,天然气价格相较于柴油、重油更为稳定,且单位发热量成本更低,以当前市场价格计算,天然气发电成本约为 0.4-0.6 元 / 度,而柴油发电成本约为 0.8-1.1 元 / 度,采用安美科天然气发电机组可使企业用电成本降低 40% 以上。此外,安美科还通过优化机组燃烧系统与燃油喷射技术,进一步降低燃料消耗率,其 1000kW 级天然气发电机组的燃料消耗率可低至 0.28Nm³/kWh 以下,优于行业平均水平,长期运行可帮助用户明显减少燃料支出,提升项目整体盈利能力。天然气发电机组运行稳定可靠,能够为各类用电场所持续提供稳定电力。广西配件天然气发电机组回收价

天然气发电机组的噪音控制需满足不同场景要求,居民区周边运行的机组(如商业建筑备用电源),距机组1米处噪音值需≤75dB(A);工业区机组可放宽至≤85dB(A)。行业内常用降噪措施包括:机体加装隔音罩(采用双层钢板+岩棉保温层结构,隔音量≥25dB(A))、排气系统安装消声器(抗性消声器+阻性消声器组合,消声量≥30dB(A))、基础设置减震垫(橡胶减震垫或弹簧减震器,减震率≥80%)。噪音检测需在标准环境下进行(无其他声源干扰,风速≤3m/s),检测点选取机组四周均匀分布的4个点,取平均值作为噪音值,检测结果需符合当地环保部门要求。 安徽CNG天然气发电机组报价天然气发电机组发电过程绿色环保,符合可持续发展理念。

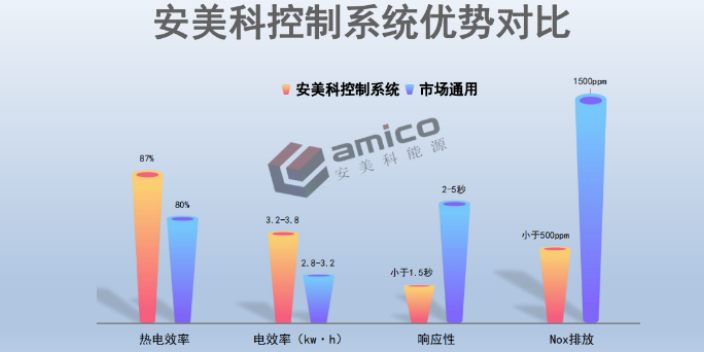
在可靠性与稳定性方面,安美科凭借多年燃气分布式能源研究经验,对天然气发电机组的主要部件进行了优化设计与严格筛选。机组采用高精度的电控系统,可实时监控燃烧状态、机油压力、水温等关键运行参数,一旦出现异常便能快速响应并触发保护机制,有效降低故障发生率。同时,设备具备较强的环境适应性,无论是在高温、低温还是高海拔地区,经过针对性调试后均可稳定运行,满足不同工业场景的能源供应需求。从经济角度分析,天然气发电机组的运行成本优势明显。一方面,天然气价格相对稳定,且相较于柴油、重油等燃料,单位热量成本更低;另一方面,安美科通过技术创新不断提升机组的发电效率,目前其主流天然气发电机组的发电效率可达到40%以上,部分高级机型甚至突破45%,能以更少的燃料消耗产生更多电能,进一步降低企业的能源支出。此外,该机组维护周期较长,维护流程相对简便,可减少企业在设备维护方面的人力与资金投入,为企业创造更高的经济效益。
天然气发电机组的电气控制系统有通用配置要求,需包含PLC控制器、人机界面(HMI)、传感器与保护模块。PLC控制器需具备数据采集(采集电压、电流、转速、温度等20+参数)、逻辑控制(启停控制、负荷调节)功能,运算周期≤100ms;HMI需实时显示运行参数与故障信息,支持参数设置(如启动时间、保护定值)与历史数据查询(存储≥1年的运行记录);传感器需具备高精度:转速传感器误差≤±1r/min,温度传感器误差≤±1℃,压力传感器误差≤±0.5%FS。保护模块需包含过载、过压、过温、低油压、超速保护,保护定值需按标准设定(如超速保护定值为额定转速的115%-120%),触发保护后需立即停机并报警。 天然气发电机组燃烧后废气中的有害成分少,净化成本低。

天然气发电机组的防腐处理需针对不同部件采用对应措施,金属部件(如气缸盖、排气管)采用高温防锈漆(耐温≥600℃),涂层厚度≥80μm,每2-3年检查一次,涂层脱落面积超过10%时需重新涂刷;电气部件(如控制柜、传感器)采用IP54以上防护等级,控制柜内加装除湿装置(湿度≤60%),防止电气元件受潮短路;燃料管道采用不锈钢304材质,接口采用焊接或法兰连接,避免螺纹连接泄漏,管道外壁包裹保温层,防止冷凝水腐蚀。长期停用的机组需进行防腐处理:发动机内部注入防锈油,电气部件覆盖防尘罩,燃料管道内通入氮气(压力0.05MPa),防止空气与水分进入导致腐蚀。 天然气发电机组设备维护相对简单,降低了后期维护成本与时间成本。宁夏压裂天然气发电机组制造厂家
在偏远污水处理厂,天然气发电机组确保污水处理设备运行。广西配件天然气发电机组回收价
天然气发电机组的启动性能有明确行业规范,应急备用机组需满足“15秒内启动成功、30秒内达到额定功率的80%”要求,以应对突发停电场景;作为主用电源的机组,启动时间可放宽至1-2分钟,但需保证连续启动3次的成功率≥99%。启动过程中,机组需经历预润滑(机油压力升至0.2MPa以上)、预加热(气缸温度升至50℃以上,低温环境下需加热至80℃)、点火启动三个阶段,每个阶段时长需严格控制:预润滑≥30秒,预加热根据环境温度调整(-10℃时需10分钟,20℃时需3分钟),点火启动时间≤10秒。启动失败后需间隔2分钟再尝试,避免频繁启动导致蓄电池亏电或启动马达损坏。 广西配件天然气发电机组回收价