- 品牌
- 武汉创能
- 型号
- 创能
- 结构型式
- 分立式,台式,手持式,便携式,组合式
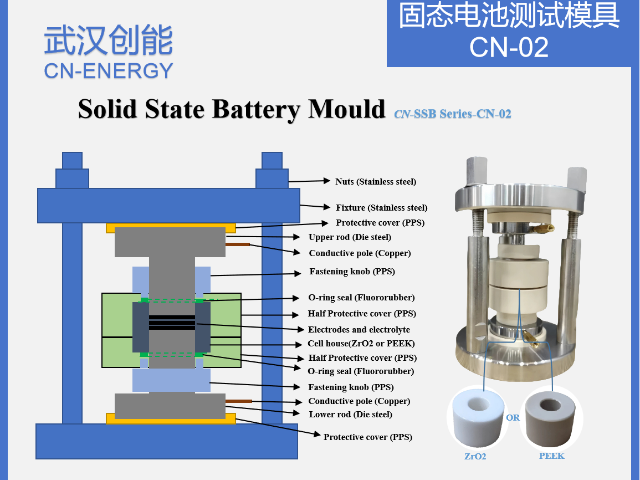
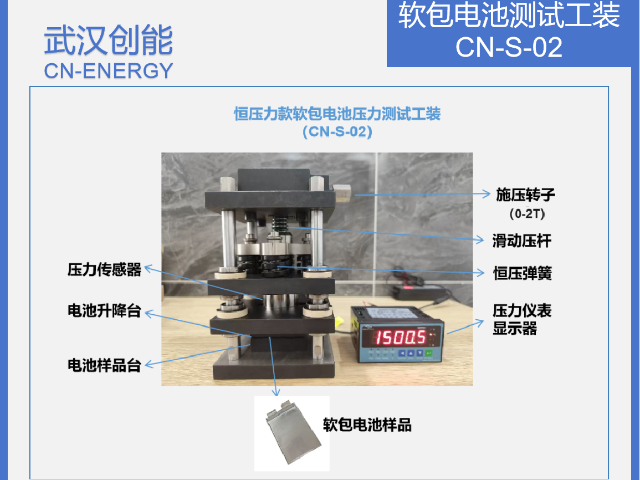
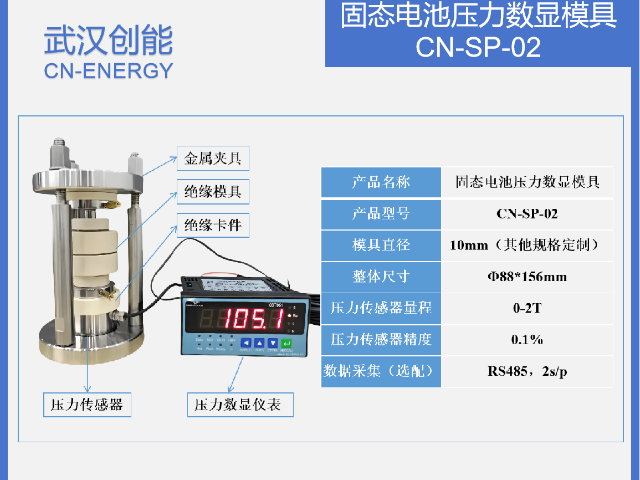
软包电池测试工装的材料选择至关重要。由于测试过程中可能涉及高电压、大电流甚至高温环境,工装材料必须具备优良的绝缘性、耐热性和抗腐蚀性能。常用材料包括聚酰亚胺(PI)、聚醚醚酮(PEEK)、铝合金及铜合金等。其中,PI材料因其优异的耐高温性能和机械强度,常被用于制作电池定位板和绝缘隔板;而铜合金则用于电极接触片,以确保良好的导电性和耐磨性。在电池测试过程中,接触电阻是影响测试精度的关键因素之一。软包电池测试工装通过采用高弹性、镀金或镀银的接触片设计,有效降低接触电阻,提升信号传输的稳定性。部分工装还采用四线制开尔文连接方式,进一步消除引线电阻对测试结果的干扰。此外,接触片的形状和压力也经过精密计算,确保在多次重复使用后仍能保持良好的接触性能,延长工装的使用寿命。

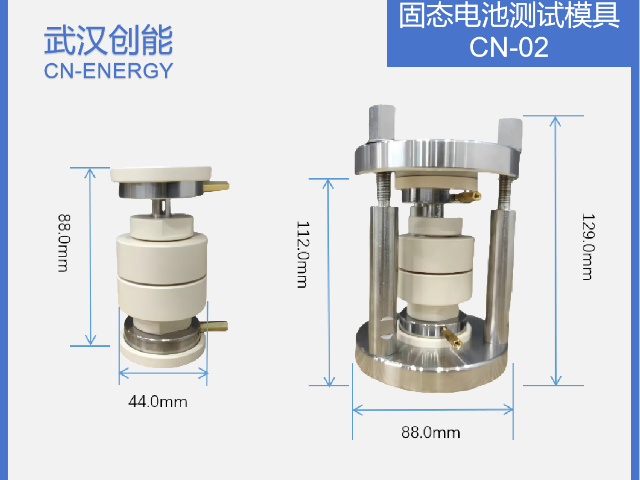
针对软包电池叠片工艺与卷绕工艺的差异,测试工装也进行了针对性设计,以适配不同工艺电池的测试需求。叠片软包电池具有内阻小、循环寿命长但结构对称性要求高的特点,工装定位模块采用双向限位设计,确保电池叠层结构不发生偏移,压紧模块采用均匀分压结构,避免局部压力过大导致叠层错位。卷绕软包电池则存在极耳位置精度要求高的特点,工装配备极耳准确定位装置,通过视觉引导与机械校正结合的方式,保证极耳与探针的准确对接,同时优化压紧力分布,避免电池卷芯变形影响测试结果。固态软包电池测试工装图片高效软包电池测试工装,节省时间成本,加速产品研发。
故障诊断与维护便捷性设计,能有效降低软包电池测试工装的运维成本,提升设备利用率。工装内置故障诊断模块,可实时监测各部件的工作状态,当出现探针接触不良、电路故障、压力异常等问题时,能快速定位故障位置并通过人机界面发出提示,便于操作人员及时排查。维护方面,工装采用模块化设计,各部件可单独拆卸、更换,无需整体拆解设备,大幅缩短维护时间。同时,厂家通常会提供易损件清单与维护手册,操作人员可定期对探针、缓冲件等易损件进行更换,延长设备使用寿命。
温度模拟功能已成为软包电池测试工装的标配。通过在定位板内嵌入薄膜加热器与Pt100传感器,可在30 s内将电池表面温度升至80 ℃,控温精度±1 ℃;同时预留液冷通道,支持-20 ℃低温测试。温控模块与测试系统闭环通讯,软件可编辑任意温度曲线,完成高温循环、热冲击等工况评估。为防止结露,工装还集成微型氮气吹扫口,在低温测试前置换腔体内湿气,确保数据重复性及电池安全。针对高能量密度电池,测试工装需承受更大电流而不发热。业界方案是在接触片内部蚀刻微流道,通入绝缘冷却液,实现接触片本身主动散热。实测在200 A持续载流条件下,接触片温升<15 ℃,明显低于传统结构的40 ℃。流道采用真空扩散焊密封,长期承压0.6 MPa不泄漏。该设计使同一套工装即可覆盖50-300 A全量程测试,减少企业因电流等级不同而重复采购工装的成本。
软包电池测试工装贯穿于电池的整个生命周期——从材料与电芯研发、工艺中试、量产质量控制到售后失效分析。它不仅是产生数据的工具,更是理解电池复杂内部物理化学过程的窗口。一套设计精良、运行可靠的测试工装,能够加速研发迭代、提升产品一致性与安全性、降低开发风险和成本。随着电池技术向更高能量密度、更快充电速度和更长寿命方向演进,对测试工装的性能要求也必将水涨船高。投资于先进的测试工装与测试能力,对于任何希望在激烈竞争的电池行业中立足的企业而言,都是一项具有长期战略价值的基础性工作。智能互联软包电池测试工装,数据实时传输,实现远程监控。太原恒位移软包电池测试工装要求
智能识别软包电池测试工装,快速匹配电池参数。深圳实验室软包电池测试工装工艺流程
软包电池测试工装在安全性方面也需严格考量。由于测试过程中可能存在电池短路、过热甚至热失控的风险,工装设计需具备多重保护机制。例如,设置过流保护电路、温度传感器或自动断电装置,一旦检测到异常情况,立即中断测试并发出警报。此外,工装外壳应具备良好的阻燃性能,防止火势蔓延。部分设备还配备防爆腔体,将测试区域与外界隔离,比较大限度保障人员安全。为适应大规模生产需求,现代软包电池测试工装普遍采用模块化与快换结构。电池型号切换时,需更换定位板与接触模组,主体框架保持不变,可在5分钟内完成换型,大幅减少停机时间。模块接口采用防呆设计,避免误插;接触模组内置弹簧浮动结构,可自动补偿极耳高度差0.2-0.5 mm,确保压紧力恒定。配合RFID标签,系统可自动识别当前工装型号并调用对应测试程序,实现“零调试”生产,大幅提升整线OEE。深圳实验室软包电池测试工装工艺流程
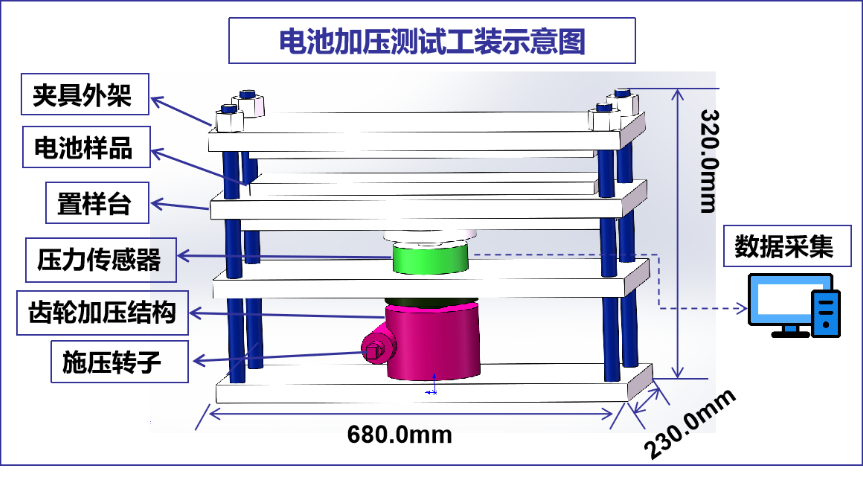
数据采集频率的提升要求测试工装具备更低的寄生参数。通过把分流器、温度采样电路直接集成在工装内部,可将电压采样线缩短至<30 mm,回路电感<20 nH,满足1000 Hz以上的EIS测试需求;同时采用同轴屏蔽结构,降低干扰噪声20 dB。工装输出接口升级为浮动差分快插,支持热插拔,维护时间缩短70%。内置校准存储器保存每通道的零点与增益修正值,软件自动调用,实现“即插即测”,无需现场标定。在电池回收与梯次利用场景,测试工装需兼容多种退役电池尺寸。开放式“抽屉滑轨”设计成为趋势:定位板像抽屉一样可拉出500 mm,人工放置电池后再推入测试位;接触组件通过磁栅尺实时反馈位置,系统自动计算极耳坐标并...
- 杭州软包电池测试工装图片 2026-01-26
- 深圳恒位移软包电池测试工装公司推荐 2026-01-26
- 宜昌高精度软包电池测试工装要求 2026-01-26
- 合肥软包电池测试工装价格 2026-01-26
- 南宁实验室软包电池测试工装价格 2026-01-26
- 深圳恒位移软包电池测试工装要求 2026-01-26
- 四川高压力软包电池测试工装公司推荐 2026-01-26
- 山东恒压软包电池测试工装测试盒 2026-01-26
- 昆明软包电池测试工装工艺流程 2026-01-26
- 宜昌恒位移软包电池测试工装测试盒 2026-01-26
- 深圳实验室软包电池测试工装工艺流程 2026-01-26
- 济南恒位移软包电池测试工装价格 2026-01-26
- 成都恒压软包电池测试工装测试盒 2026-01-25
- 南昌叠片软包电池测试工装要求 2026-01-25
- 苏州高精度软包电池测试工装价格 2026-01-25
- 福州恒压软包电池测试工装 2026-01-25

- 南宁实验室软包电池测试工装价格 01-26
- 深圳恒位移软包电池测试工装要求 01-26
- 四川高压力软包电池测试工装公司推荐 01-26
- 山东恒压软包电池测试工装测试盒 01-26
- 昆明软包电池测试工装工艺流程 01-26
- 宜昌恒位移软包电池测试工装测试盒 01-26
- 安徽叠片软包电池测试工装工艺流程 01-26
- 呼和浩特软包电池测试工装价格 01-26
- 贵阳高压力软包电池测试工装要求 01-26
- 珠海硅电池加压测试 01-26