弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。门窗、扶手、导轨,钢、铝、铜、镐、钛,天窗、雨棚、螺旋楼梯。黄浦区本地工地建筑弯管加工
比较好用X线探伤后,表面磨除暴露气孔,用激光补焊。表面气孔缺点可直接用激光局部焊接修补。三、研磨与抛光1.机械研磨:钛的化学反应性高,导热系数低,粘性大,机械研磨研削比低,且易于磨料磨具发生反应,普通磨料不宜用于钛的研磨与抛光,比较好采用导热性好的超硬磨料,如金刚石、立方氮化硼等,抛光线速度一般为900~1800m/min.为宜,否则,钛表面易发生研削烧伤和微裂纹。2.超声波研磨:通过超声振动作用,使磨头和被研磨面间的磨粒与被研磨面产生相对运动而达到研磨、抛光的目的。其优点在于常规旋转工具研磨不到的沟、窝和狭窄部位变得容易了,但较大的铸件研磨效果还不能令人满意。3.电解机械复合研磨:采用导电磨具,在磨具与研磨面之间施加电解液和电压,通过机械和电化学抛光的共同作用下,降低表面粗糙度提高表面光泽度。电解液为,电压为5v,转速为3000rpm/min.,此方法只能研磨平面,对复杂的义齿支架的研磨还处于研究阶段。4.桶研磨:利用研磨桶的公转与自转所产生的离心力,使桶内的义齿与磨料相对摩擦运动而起到降低表面粗糙度的研磨目的。研磨自动化、效率高,但只能降低表面粗糙度而不能提高表面光泽度,研磨的精度较差。徐汇区通用工地建筑弯管加工上海拉弯,拉弯加工,弯圆加工,弯弧加工,弯弧,折弯。

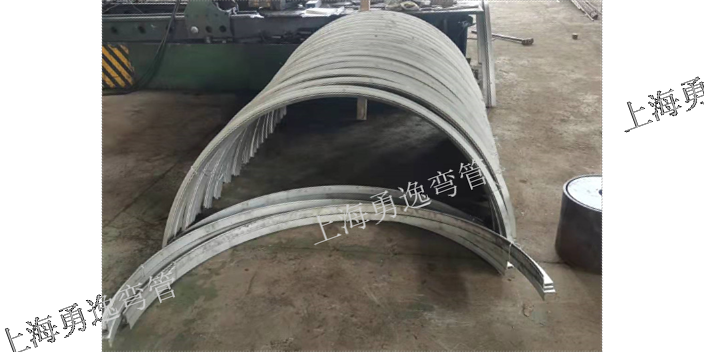
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。三、割制法兰在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。四、卷制法兰用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。上海弯管拉弯 旋转楼梯 停车架 热弯产品 不锈钢加工.

锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。黄浦区本地工地建筑弯管加工
上海弯管加工,热弯,上海热弯厂,上海热弯加工。黄浦区本地工地建筑弯管加工
附图1为本发明示意图。附图2为本发明侧推辊轮结构示意图。具体实施例方式下面结合附图和实施例对本发明作进一步说明。图中水平弯管成型进给装置1,钢管2,推送装置3,导向辊装置4,中频感应加热圈5,侧推辊轮6,丝杆丝母7,减速机8,辊轮9,侧推辊轮10。如附图1、附图2所示,钢管弯管热弯成型工艺采用的设备是包括由推送装置3、导向辊装置4、中频感应加热圈5、水平弯管成型进给装置1组成,开始时先将需弯曲的钢管2吊放到工位上,再由推送装置3把钢管推出,伸出至中频感应加热圈5前,导向辊装置4的两组导向辊夹紧钢管2,在垂直于钢管2推出方向安装有水平弯管成型进给装置1,并将进给装置上的侧推辊轮6调整好与管端外圆接触。中频感应加热圈5对钢管2加热到920士20°C后,推送装置3再把钢管2向前以推进速度为45士5mm/min的速度推出,同时水平弯管成型进给装置1上的侧推辊轮6开始以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。当侧推辊轮6对钢管2热弯成型的切入点到达跟据订单要求的管件数据预先计算好的成型后的坐标点之后,侧推辊轮6停止对钢管的切入进给。钢管2本身与导向辊装置4的两组导向辊装置以及侧推辊轮6形成三点受力弯曲,当在推送装置3的推力作用下。黄浦区本地工地建筑弯管加工