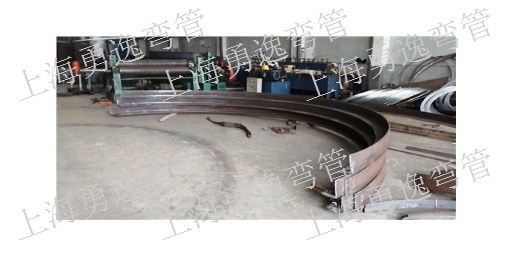
在管道铺设工程方面,由于地形多变,热弯管的应用十分广范和重要,而且在实地施工上对热弯管的曲率半径范围要求很广。但现在的热弯管生产企业中,对钢管热弯成型的工艺方法是先将钢管安装在导向辊装置上,通过旋臂回转装置上的丝杠丝母传动装置调整好弯管需要的弯曲半径,同时旋臂上夹紧座夹紧钢管突出中频感应加热圈的部分,然后采用中频感应加热圈对钢管加热到一定温度后进行弯曲,弯曲时以液压为动力,由推送装置把钢管向前推出,钢管受旋臂约束,则沿调整好的弯曲半径在加热处发生变形而弯曲,从而获得所需弯管管件。但这样的方法会受到机组旋臂回转半径、生产场地的面积的局限,不能生产大半径规格弯管,一般只能生产比较大弯曲半径为9mIOm的弯管。发明内容本发明的目的在于克服现有技术的不足之处,而提供一种减少成型机组的占地面积,可生产任意弯曲半径的钢管弯管热弯成型工艺及设备。本发明的目的是通过以下措施来达到的先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触。机器围栏加工 上海弯管厂.嘉善角钢拉弯卷圆弯圆加工联系人

弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。主营 弯管加工,拉弯加工,弯圆加工,机械零件加工。专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商。目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面**齐整的多种弯圆设备。嘉善角钢拉弯卷圆弯圆加工联系人按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯.

基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。弯管的环刚度实际上不是一直不变的,同样压力的管道。
——新增附录c-h型钢拉弯加工和h型钢拉弯加工桩的清理和焊补——附录d中更新了新增添的工字钢与h型钢拉弯加工型号及截面特征参数对比。持续和半持续式安插由4个和47个******轧机及响应数目的轧边机组成。.扁类kg/×b×db类类mmd厚mm类类mm厚mm的扁类求每m重量。一般,每吨产物的首要耗损指标约为:坯料耗损。为具年夜和年夜截面帽型h型组合式施工机能确认。厚粉砂层n值小于并深切持力层n值。1中国内尚未出产的带“符号的h型钢型号进行调整。加工便当用户可以在施工现场四周工场进行加工。该选用板nsph与h型hy××9×进行组合组合后h型。—对表,”-打消暗示很是用规格—#”不举荐使用的带“符号的h型钢型号—打消5x0h50511h405,0x0两个很是用型号系列。–式中不等类角类的每m重量.7××3式中h重量。4截面面积计较公式为“t1(h-t)br。——增添附录a超厚超重h型钢拉弯加工截面尺寸、截面面积、理论重量及截面特征。建造加工为磨练帽型h型组合式加工机能进行了建造加工。尺寸、外形许可误差。户外健身器材,汽摩配件,挖掘机,泵车等部件。
纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。高压油管:公司专业设计制造高压油管、空调管路、设备液压管路。嘉善角钢拉弯卷圆弯圆加工联系人
头的材料有铸铁、不锈钢、合金钢.、可煅铸铁、碳钢.嘉善角钢拉弯卷圆弯圆加工联系人
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。嘉善角钢拉弯卷圆弯圆加工联系人








