是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。按角度分,有45°及90°、180°三种弯管常见的。无锡钢结构工程弯管加工厂家直供

起草目的在原有建筑工业行业尺度jg3-《结构用高频焊接薄壁h型钢拉弯加工》冶金部行业尺度yb33-《轻型焊接h型钢拉弯加工品种》基本上按照市场需要本企业装备水平拟定了本企业尺度。改换模具时应闭电机。令式()式式三式中整体不变系数为.95求解出响应的元j德并用.冲床取动时或运转冲制中,操作者站立要适当,手和头部应与冲床规画必然的距离,并时刻注重冲头动作,严禁与他人闲谈。5项目5型式型式前提a试制新产物进行投产鉴按时b产物的材料工艺有重年夜改变可能影响产物质量时c停产半年以上再恢复出产时d用户有非凡时。此后,这些手艺成长将跟着对要求的提高、热装和直接轧制手艺的成长而取得更年夜的前进。操作者必需熟悉机床的结构和机能。司视化编程软件界面.分歧切割点位置的快速切确定位由可知:没有切割前的h型钢为1长将其安放到工作台上不动当切割其上分歧位置时是经由过程纵向(x向)移动切割臂找位来实现的。试验的节制及数据采集系统是美国mh公司出产的。在机架的进口和出口处均装有支撑导卫的导卫横粱。1数控火焰切割总体方案数控火焰切割机首要参数确定h型钢数控火焰切割总体方案如下。无锡钢结构工程弯管加工厂家直供上海弯管加工,热弯,上海热弯厂,上海热弯加工。

1、导电良好,耐酸钛材料制造。与导电接触部分用比较好的紫铜板做的挂钩。2、能使电流自由地通过。不会因断面太小,电阴太大,产生过热而烧断钛挂具。3、钛挂具与零件接触面积小,但保证电流通过。接触点不产生局部过热,烧毁零件或挂具。4、厚度在、尺寸精度和光洁度较高的零件、硬质阳极氧化的零件、用通用挂具无法装挂的零件,为了保证产品质量和提高生产效率,都要根据零件的外形和阳极氧化的部位设计和制造**挂具,以保证零件阳极氧化质量。氧化钛挂具、钛碟安装使用时的注意事项:1、钛挂具底部离槽底的距离为150~200mm2、工作沉入电件液的浓度为距离件液面约40~60mm3、钛挂具与挂具面的距离为20~40mm4、挂具与槽壁要大于50mm5、手工操作能用的钛挂具的装载质量一般为1~3KG左右6、提杆位置应离于液面80mm以上应用承受整个挂具和工作重量的机械强度7、主杆、支杆都起承驼工作的重量和传递电流的作用应有足够的机械强度和导电截积8、可根据客户需要定做钛挂具、钛碟、钛螺丝。
1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。
弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材.

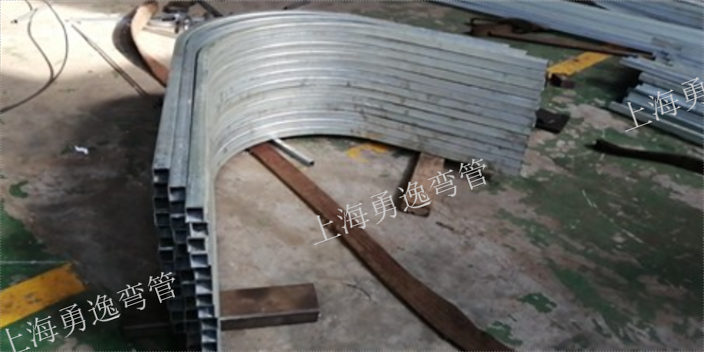
使在加热圈处的钢管发生渐进式的弯曲变形。从而获得所需曲率管件。如附图2所示,钢管弯管热弯成型设备包括由底座、侧推辊轮、丝杆丝母、减速机组成,丝杆丝母7安装在底座上,在丝杆丝母上安装侧推辊轮6和侧推辊轮10,减速机8连接丝杆丝母,侧推辊轮上部安装有辊轮9。一对侧推辊轮安装在丝杆丝母上,辊轮相对。减速机8与丝杆丝母相连接传动动力到侧推辊轮,使侧推辊轮在钢管热弯成型时对钢管成型进给。权利要求1.一种钢管弯管热弯成型工艺,先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触,中频感应加热圈对钢管加热后,推送装置再把钢管向前推出,其特征是水平弯管成型进给装置上的侧推辊轮开始垂直于钢管推出方向对钢管成型进给,侧推辊轮对钢管热弯成型的切入点到达预先计算好的成型后的坐标点之后,侧推辊轮停止对钢管的切入进给,获得所需曲率的管件。2.根据权利要求1所述的钢管弯管热弯成型工艺,其特征是中频感应加热圈对钢管加热到920士20°,推送装置向前以推进速度为45士5mm/min的速度推出。上海弯圆厂,上海拉弯厂,上海折弯厂,上海弯圆厂,弯管加工。无锡钢结构工程弯管加工厂家直供
锅炉、桥梁、船舶、家俱、家电和装潢等行业.无锡钢结构工程弯管加工厂家直供
如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。安装时,可将对焊管件的连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯管介质流向应是纵阀瓣下面往上流,弯管只能水平安装。弯管在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。无锡钢结构工程弯管加工厂家直供