螺杆旋风铣主要用于在螺纹磨床上加工淬硬工件的精密螺纹,按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0.08微米,砂轮修整较方便。这种方法适于磨削精密丝杠、螺杆旋风铣螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,螺杆旋风铣砂轮纵向移动一次或数次行程即可把螺纹磨到尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、螺杆旋风铣数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床;(单双螺杆)空压机转子旋风铣床,挤出机螺纹套(啮合块)旋风铣床、EPS转向螺杆旋风铣床、方向机循环球螺杆旋风铣床、摆动油缸内外螺纹旋风铣床、铺装机钻石棍旋风铣床、凸轮轴、曲轴旋风铣床在防护规格上严格遵循安全标准,为操作人员提供安全的工作环境。玄武区芯轴螺杆旋风铣加装
模具制造常用的数控加工机床有:数控铣床、数控电火花成型机床、数控电火花线切割机床、数控磨床及数控车床。数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成。控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业秦淮区芯轴螺杆旋风铣工艺螺杆旋风铣的高效运作,缩短了螺杆的生产周期。

纹研磨用铸铁等较软材料制成螺母型或螺杆型的螺纹研具﹐对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨﹐以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形﹐提高精度。5.攻丝和套丝南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业
接骨螺钉、丝杠等零件的加工要求精度要高,所以旋风铣加工的模式要注意,不能采用卧式车床+旋风铣刀座这种方法,虽然这种方式投资小,但是它只适合加工大的丝杠,精度也不高,建议采用瑞士型走心机++旋风铣刀座这种方法,这种方法除了精度高以外还是数控化自动加工,可以完成车铣钻等后续一系列其他加工工序。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业螺杆旋风铣通过独特的切削方式,能够在较短时间内完成螺杆的加工,缩短了生产周期,降低了成本。

在数控加工中,数控铣削加工为复杂,需解决的问题也多。除数控铣削加工之外的数控线切割、数控电火花成型、数控车削、数控磨削等的数控编程各有其特点,本书将重点介绍对数控加工程序编制具有指导意义的数控铣削加工的数控编程。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺杆旋风铣技术解决方案;公司拥有多名旋风铣削行业从业近20年丰富经验的的高级工程师、高级技工团队,凭借多年的旋风铣削技术应用经验,以及3000多家客户经验积累,本着“创新驱动,诚信致远”的经营理念,不断引入新技术并推广到市场,视创新为企业生命力,致力打造国内先进的旋风铣削装备制造企业新型的计量螺杆旋风铣设备提升了螺杆的加工质量。浦口区钻石辊螺杆旋风铣规格
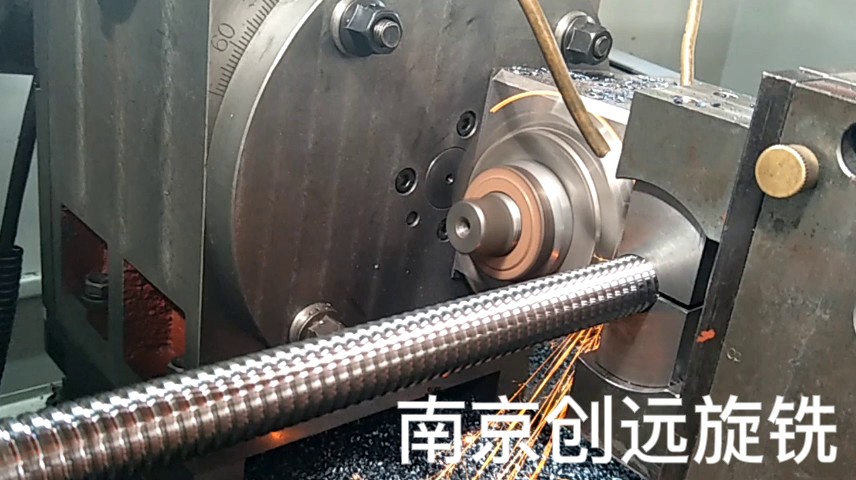
设备的冷却系统规格完善,降低了加工过程中的温度,保证了螺杆的加工质量。玄武区芯轴螺杆旋风铣加装
螺杆旋风铣南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案,螺杆旋风铣公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床;螺杆旋风铣(单双螺杆)空压机转子旋风铣床,挤出机螺纹套(啮合块)旋风铣床、EPS转向螺杆旋风铣床、方向机循环球螺杆旋风铣床、螺杆旋风铣摆动油缸内外螺纹旋风铣床、铺装机钻石棍旋风铣床、凸轮轴、曲轴旋风铣床在车床上车削螺纹可采用成形车刀或螺纹梳刀。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级螺杆旋风铣;在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高玄武区芯轴螺杆旋风铣加装