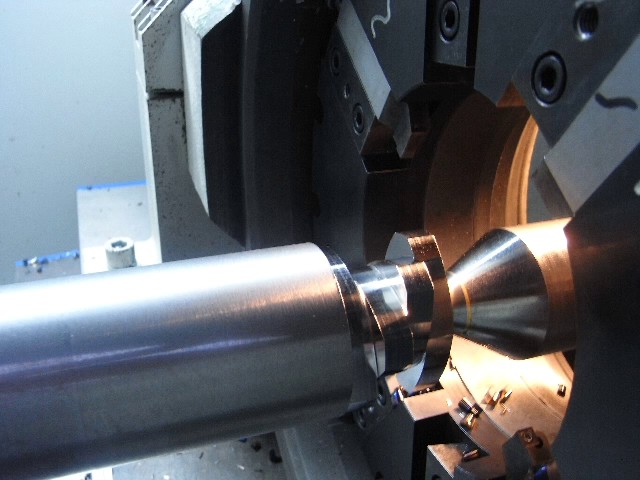
在南京创远旋铣,滚珠丝杠硬旋风铣床展现出了良好的性能和广泛的应用价值。某机械制造企业面临着滚珠丝杠加工的难题。以往采用传统加工方式,不仅效率低下,而且难以保证滚珠丝杠的高精度要求。引入南京创远旋铣的滚珠丝杠硬旋风铣床后,情况得到了极大改善。这台机床采用CBN铣刀对硬度高达HRC60±2的滚珠丝杆进行硬旋风铣削。针对不同类型的滚珠丝杆,灵活运用内包络旋风铣削和外旋风铣削的不同结构。例如,对于有特殊要求的滚珠丝杠,外旋铣的方式避免了工艺台阶,确保了产品的完整性和精度。在实际生产中,该机床不仅能够成型硬铣淬火滚珠丝杠,还能铣削精密梯形丝杠及螺杆泵转子。其加工长度可达2000-8000mm,满足了多种规格产品的加工需求。通过使用南京创远旋铣的滚珠丝杠硬旋风铣床,该企业大幅提高了生产效率,缩短了生产周期。同时,加工出的滚珠丝杠精度更高,表面质量更好,提升了产品在市场上的竞争力。数控旋风铣的加工工艺通过智能化的编程,可灵活应对各种形状和规格的工件加工需求。大型数控旋风铣简介
设备的耐用性也是其一大亮点,采用品质高的零部件和质量材料制造,经过严格的质量检测,确保设备长期稳定运行。减少设备故障发生频率,降低企业维修成本,延长设备使用寿命,为企业创造更多价值。数控旋风铣还具备良好的兼容性,可与企业现有的生产管理系统对接。实现生产数据的实时传输和共享,便于企业对生产过程进行监控和管理,优化生产流程,提高生产管理效率。在售后服务方面,依托企业完善的服务体系,购买数控旋风铣的客户能享受到及时的维修保养服务。专业售后团队会定期上门检查设备运行状况,提供技术指导,解决客户在设备使用过程中遇到的问题,让客户无后顾之忧。三螺杆泵转子数控旋风铣xsk-80 1.5米数控旋风铣机床介绍。

“数控旋风铣“这个词对于机械行业的很多人来说的是很陌生的,在国内做数控旋风铣的企业也就寥寥无几,常州腾创机械厂就是其中一家做数控旋风铣的。其实,20世纪60年代,数控旋风铣的研发在国外已经很火了。在1958年,我国也开始研发数控旋风铣机床,并且取得了很大的成功。据资料记载:在1940年代末,美国开始研究数控机床,1951年,美国麻省理工学院(mit)伺服机构实验室成功研制出台数控铣床,并于1957年投入使用。制造技术发展过程中的一个重大突破,标志着制造领域中数控加工时代的开始
数控旋风铣的加装要点中,系统兼容性是首要考虑的因素之一。新的加装模块必须与原有的数控系统无缝对接,确保指令传输的准确和流畅。这需要对原系统的通讯协议、接口类型有深入的了解,并选择与之匹配的加装部件。精度校准在加装过程中也是关键要点。加装的部件可能会影响到整个机床的几何精度和运动精度。因此,在安装完成后,需要使用专业的检测工具,如激光干涉仪、球杆仪等,对机床的各项精度指标进行重新校准和调整。同时,散热和防护装置的加装也不能忽视。数控旋风铣在高速加工时会产生大量的热量,如果散热不良,会影响设备的性能和寿命。加装有效的散热风扇、冷却系统以及防护外壳,可以保护设备免受切屑、灰尘和冷却液的侵蚀,提高设备的可靠性。另外,操作人员的培训也是重要一环。即使加装后的设备性能再优越,如果操作人员不熟悉其操作和维护方法,也无法充分发挥其优势。因此,提供培训让操作人员了解新功能、掌握操作技巧,是确保加装效果得以体现的重要保障。 数控加工中铣刀的选用原则!

数控旋风铣的加工效率相较于传统的车削加工有了明显提升,通常能达到 5-6 倍,这一巨大的效率优势缩短了生产周期。传统车削加工由于切削速度相对较低,且需要进行多次装夹和换刀,导致加工一件工件往往需要花费较长的时间。而数控旋风铣通过高速切削、一次成型等特点,能够在短时间内完成大量工件的加工。例如,在加工相同规格的螺栓时,传统车削可能需要半小时,而数控旋风铣则只需 5-6 分钟就能完成。这种高效的加工能力使得企业在相同的时间内能够生产出更多的产品,有效提高了生产产量,缩短了产品从生产到上市的周期,增强了企业在市场中的竞争力。该设备具有较高的刚性和稳定性,能够承受较大的切削力。淮安数控旋风铣值得推荐
该设备采用先进的冷却系统,能够有效降低加工过程中的热变形。大型数控旋风铣简介
数控旋风铣的系统支持多种编程语言,这为用户定制个性化的加工方案提供了极大的便利。不同的加工工件有着不同的形状、尺寸和精度要求,需要采用不同的加工工艺和参数。多种编程语言的支持使得用户可以根据具体的加工需求,编写适合的加工程序,实现对加工过程的精细控制。例如,对于一些形状复杂的特殊工件,用户可以利用高级编程语言编写复杂的加工轨迹;对于批量生产的标准件,用户则可以编写简单高效的程序以提高加工效率。这种灵活的编程能力使得数控旋风铣能够适应各种不同的加工场景,满足用户的个性化需求,提高了设备的通用性和实用性。大型数控旋风铣简介