在安全性能上,数控旋风铣设有完善的安全防护装置。如紧急停止按钮、安全防护罩等,能有效预防加工过程中可能出现的安全事故,保障操作人员人身安全和设备安全运行。同时,设备还具备故障报警功能,一旦出现异常情况,及时发出警报,便于工作人员快速排查维修。从能耗角度分析,数控旋风铣采用节能设计,在保证加工效率和质量的前提下,有效降低能耗。相比传统高能耗设备,长期使用能为企业节省大量能源成本,符合国家节能减排政策要求,助力企业实现绿色可持续生产。数控旋风铣的操作界面简洁易懂,采用人性化设计。操作人员通过直观的界面,可轻松设置加工参数、监控加工过程。同时,设备配备完善的操作说明和培训支持,帮助企业操作人员快速掌握设备操作技巧,充分发挥设备性能。加工 42CrMo 材质螺杆,5100mm 长度 3 小时一刀成型精度 3 丝内。挤出机数控旋风铣欢迎选购
加装数控旋风铣时,电力供应的考量是一个重要要点。要确保电源的稳定性和足够的功率输出,以支持加装后的设备正常运行。同时,还需要合理规划电线的布局,避免电磁干扰影响设备的精度和稳定性。铣刀夹持系统的选择和加装也需要谨慎对待。质量良好的铣刀夹持装置能够保证铣刀在高速旋转时的稳定性和精度,减少铣刀的振动和偏摆,从而提高加工质量。在加装过程中,还应当注意设备的平衡和稳定性。特别是在增加新的部件后,要重新评估机床的重心分布,采取必要的平衡措施,防止因重心偏移导致的加工误差和设备振动。此外,软件升级也是不可忽略的要点。新的加装功能可能需要相应的软件支持,及时更新和优化数控系统的软件,能够提升设备的控制精度和操作便利性,实现更复杂的加工工艺。 挤出机数控旋风铣来电咨询小模数 CY124/CY126 型号,专攻精密场景减速机蜗杆加工。

数控旋风铣的加工过程环保无污染,采用先进的冷却系统和排屑装置,有效处理加工过程中产生的热量和碎屑。减少对工作环境的影响,为操作人员创造良好的工作环境,符合现代企业绿色生产理念。企业针对数控旋风铣建立了完善的质量追溯体系,从原材料采购到设备生产制造,每一个环节都进行严格把控和记录。确保每一台设备都符合质量标准,若出现质量问题,可快速追溯原因,及时解决,保障客户权益。面对市场需求的不断变化,数控旋风铣持续进行技术革新和产品升级。企业研发团队不断探索新的加工技术和工艺,融入到设备研发中,使设备始终保持行业先进水平,为企业客户提供更质量、更高效的加工解决方案,助力企业在市场竞争中保持地位。
数控旋风铣的工作原理:根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺选择加工参数。通过手工编程或利用CAM软件自动编程,将编好的加工程序输入到控制器。控制器对加工程序处理后,向伺服装置传送指令。伺服装置向伺服电机发出控制信号。主轴电机使刀具旋转,X、Y和Z向的伺服电机控制刀具和工件按一定的轨迹相对运动,从而实现工件的切削。数控铣床主要由床身、铣头、纵向工作台、横向床鞍、升降台、电气控制系统等组成。能够完成基本的铣削、镗削、钻削、攻螺纹及自动工作循环等工作,可加工各种形状复杂的凸轮、样板及模具零件等。数控铣床的床身固定在底座上,用于安装和机床各部件,控制台上有彩色液晶显示器、机床操作按钮和各种开关及指示灯。纵向工作台、横向溜板安装在升降台上,通过纵向进给伺服电机、横向进给伺服电机和垂直升降进给伺服电机的驱动,完成X、Y、Z坐标的进给。电器柜安装在床身立柱的后面,其中装有电器控制部分螺距范围覆盖中小规格,2-3 次进给即可完成一般精度螺纹。

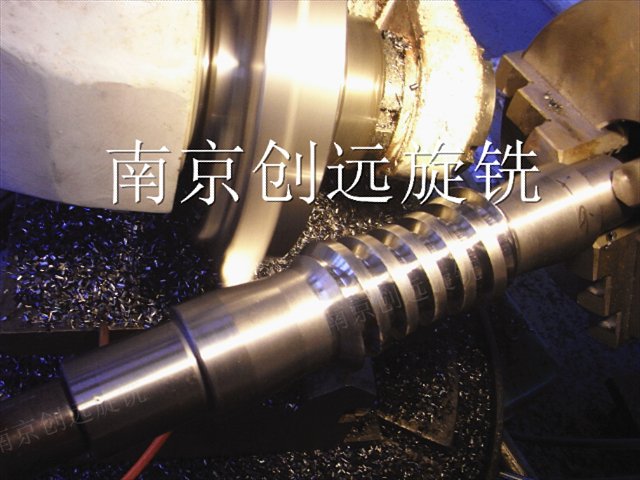
在钻凿过程中螺纹受到高频率的脉动冲击载荷,同时还要传递很大的扭矩,这就对波形螺纹质量提出了高的要求。双波螺纹牙型特殊,螺距较大,加工起来困难很大。传统的加工方法是仿形法,这种方法切削抗力较大且当长径比较大时会导致工件刚性不足,工艺系统容易出现严重振动,制约了产品的质量和生产效率;近一个多月,我司在双波螺纹杆旋铣加工上有了的新突破,利用数控旋风铣采用尖刀偏心旋风铣削法加工波形螺纹,此方法提高了螺纹的质量和生产效率行星减速机构将主轴转速降至 0.96r/min,满足低速进给需求。钻石辊数控旋风铣哪里好
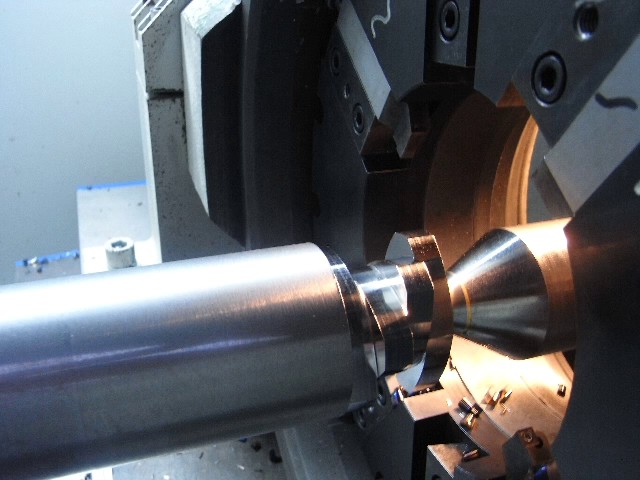
铣头可任意旋转角度并液压锁紧,灵活适配不同螺旋升角。挤出机数控旋风铣欢迎选购
数控旋风铣床在加工的切削过程中,对于高难度产品的加工来说,选择合适有效的铣刀也至关重要,一下是针对在困难的加工条件下的一些指导方法。小直径的铣刀与大直径的铣刀相比而言,小直径铣刀价格低、而且在同等时间单位内能切出更多的工件材料,而大直径铣刀与工件的接触面要大,徐降低一定的速度,因此,使用小直径的铣刀能得到更高的金属去除率。但是,小直径的刀具不仅要适用于摆线切削,还要与切削的工件材料相匹配。还有就是要注意铣刀在切削过程中发出的声音。选择合适的铣刀是至关重要的,所以一定要注意哦挤出机数控旋风铣欢迎选购