数控螺杆旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣的几个特点,涡轮流量计分析如下:1、旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。2、刀盘端面跳动和径向跳动控制在2μm;每件都通过三坐标测量机检测合格再入库。3、旋风铣电机与主轴之间采用同步齿形带传动,传动平稳,无滑差,速比更恒定。4、主轴的端面跳动和轴向窜动控制在5μm;每件都通过三坐标测量机检测合格再装配。5、旋风铣的主轴加工是在加工中心一次装夹完成加工:6、旋风铣的刀盘加工是在加工中心一次装夹完成加工:7、旋风铣刀和旋风铣可转位机夹刀片突破了国内旋风铣无法多刀成型加工的瓶颈!螺杆旋风铣的创新工艺,不断提升螺杆的制造水平。溧水区地脚螺栓螺杆旋风铣创新服务
高精度是螺杆旋风铣的核心竞争力之一,其加工精度和表面质量远超传统加工工艺。通过多齿刀具的同步切削与数控系统的精细协同,螺杆旋风铣加工的螺纹尺寸精度可达ISO 5级,螺距精度控制在0.001毫米级,表面粗糙度可低至Ra0.8μm。南京创远在设备研发中融入全密封一体铸件箱体设计,有效减少了加工过程中的振动与热变形,配合内置精密螺旋升角调整机构,进一步提升了精度稳定性。以汽车转向系统螺杆加工为例,其设备可将齿形误差控制在±0.005mm以内,远优于传统设备0.02mm以上的误差水平,明显提升了转向系统的灵敏度与使用寿命,充分满足了装备制造对精密螺纹的严苛要求。鼓楼区阀门螺杆旋风铣经验丰富设备具备数据追溯功能,记录螺杆加工全流程参数,便于质量管控。

完善的生产与售后保障体系,让南京创远的螺杆旋风铣设备在市场中具备明显竞争优势。公司拥有7000平方米专业厂房和智能化产线,年产能可满足50台以上大型设备的稳定需求,通过与上游供应商建立战略合作,主要部件交付周期较行业平均水平缩短40%。在售后环节,配备专业团队提供7×24小时响应服务,常用备件库存覆盖率超80%,确保设备故障48小时内解决。曾有华东地区客户设备运行2年后出现主轴磨损问题,售后团队24小时内抵达现场完成维修,减少停机损失超50万元。这种“高效生产+快速响应”的保障体系,为客户持续稳定生产提供了坚实支撑。
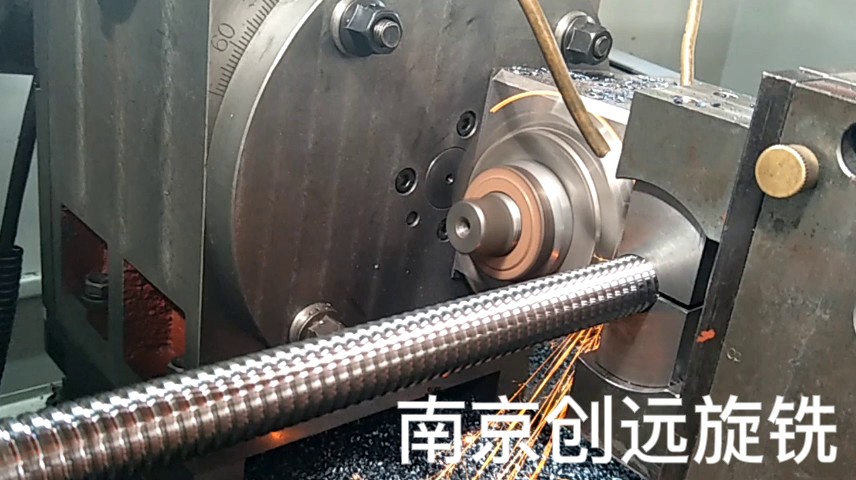
什么是螺纹旋风铣?螺纹旋风铣是用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。其它一般螺纹的加工方法相比,螺纹旋风铣切削螺纹有如下的优点螺纹旋风铣在加工过程中需要完成五个加工运动:1、刀盘带动硬质合金成型刀高速旋转(主运动)2、车床主轴带动工件慢速旋转(辅助运动)3、旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)4、旋风铣在车床中拖板带动下进行径向运动(切削运动)5、旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)。螺纹也和其他类型的外表一样,有必定的尺度精度、形位精度和外表质量的要求。因为它们的用处和运用要求不同,技能要求也有所不同,往往加工螺纹难点就是对精度和功率的操控高性能的螺杆旋风铣设备,推动螺杆加工行业的发展。

可多角度调整的铣削头使螺杆旋风铣能够灵活应对不同类型螺纹加工。铣削头可在一定范围内进行水平、垂直方向的角度调节,通过改变铣刀与螺杆的相对位置和切削角度,适配梯形、锯齿形、矩形等多种螺纹牙型。在矿山机械行业,用于钻探设备的螺杆常采用大螺距、大牙型的锯齿形螺纹,以承受巨大的轴向力。螺杆旋风铣通过调整铣削头角度,使铣刀沿锯齿形轮廓精确切削,一次成型完成复杂牙型加工,相比传统加工方式减少了多次装夹和修整步骤,提高加工效率的同时保证了螺纹的啮合精度,增强了矿山设备的可靠性。其模块化设计便于更换不同规格刀具,快速切换螺杆加工任务。溧水区地脚螺栓螺杆旋风铣创新服务
螺杆旋风铣适用于石油钻杆、挤出机螺杆等多种工业螺杆的批量生产。溧水区地脚螺栓螺杆旋风铣创新服务
主轴转速与进给速度的优化匹配是提升螺杆螺纹表面质量的关键。螺杆旋风铣通过数控系统对主轴转速和进给速度进行精确控制,根据不同的螺杆材料、刀具类型和加工工艺,自动调整两者的匹配关系。在加工铝合金螺杆时,较高的主轴转速配合适当的进给速度,能够使铣刀快速切削,减少切削热的产生,避免铝合金材料粘刀,从而获得光滑的螺纹表面。通过优化匹配,螺纹表面粗糙度 Ra 值可从 3.2μm 降低至 0.8μm,达到镜面效果,满足了装备对螺杆表面质量的严苛要求,提升了产品的附加值。溧水区地脚螺栓螺杆旋风铣创新服务