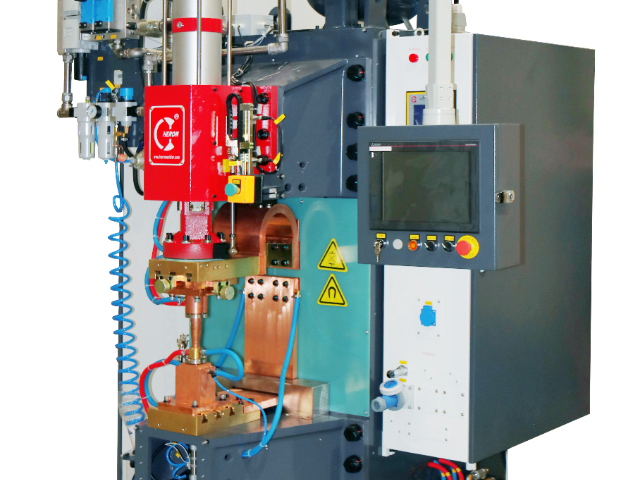
为了化解客户面临的这些难题,广州亨龙智能装备股份有限公司引入了中压电容储能电阻焊工艺,为其精心设计了一台高效且稳定的储能焊机。这里来细致分析这台设备的独特之处:1.稳定的焊接质量:采用定制化电容(具有更低的等效串联电阻ESR、等效串联电感ESL),这种定制化电容是经过精心研发和设计的。ESR(等效串联电阻)和ESL(等效串联电感)的降低对于焊接过程至关重要。较低的ESR意味着在电流通过电容时,电能损耗更小,能够更有效地将储存的电能转化为焊接所需的能量。而较低的ESL则有助于减少电路中的电感效应,使得电流的传输更加稳定和快速。电容衰减速度更慢,这一特性使得电容在长时间的使用过程中能够持续保持稳定的性能。与传统电容相比,在相同的使用条件下,其电能储存能力不会迅速下降,从而确保每次焊接时都能提供稳定的能量输出。发热量更低,这是由于电容的高效性能以及设备整体的优化设计。在焊接过程中,低发热量不仅有助于保护设备内部的电子元件,延长其使用寿命,还能减少因过热可能导致的焊接质量波动。使用寿命得以延长,基于上述的各种优势,从电容本身到整个焊接设备的稳定性都得到了提升。设备在长期运行过程中。储液器是制冷行业中压缩机的重要部件, 起到贮藏、气液分离、过滤、消音和制冷剂缓冲的作用。湖北储液器焊机多少钱

自1991年于广州创立,亨龙历经三十余载的风雨洗礼,在岁月的沉淀中不断发展壮大。如今,公司拥有超过400名员工,大家各司其职、紧密协作,共同为企业的发展贡献力量。54000多平方米的生产设施,规划合理、布局有序,为各类先进设备的安置和大规模生产活动的开展提供了充足空间。这种规模优势不仅彰显了亨龙的雄厚实力,更为其在制造领域施展拳脚奠定了坚实基础。前沿技术,领行业创新技术研发是亨龙的重要竞争力所在。公司自主研发的MFDC电阻焊和中压CD焊接技术,突破了传统焊接技术的局限,在焊接质量、效率以及适用材料范围等方面实现了质的飞跃。这两项技术的应用,使得亨龙在金属连接制造上能够满足更多复杂的需求,为产品的品质提供了有力支撑。同时,亨龙积极研发铆接技术和引入国际先进的铆接技术,不断丰富自身的技术储备,完善金属连接制造工艺体系。在这个技术为王的时代,亨龙凭借这些前沿技术,在行业中占据了相当的地位,领着金属连接制造技术的创新潮流。精良设备,保障品质(一)车铣加工中心:精密制造的“大师傅”车铣加工中心是亨龙生产线上的明星设备,它如同一位技艺精湛的大师傅,具备同时进行车削和铣削的神奇本领。在加工过程中。湖北储液器焊机多少钱焊层薄,坡口角度减5°,填充金属少,能耗链再省。

近年,“中国智造”标签越来越成为国际的关注点,同时,一个具备柔性化和智能化的工作站在焊接行业也越来越成为大家的受众。中国联合发布《智能工厂梯度培育行动》,明确将柔性化生产、智能化管控列为中心指标。据数据统计,2023年智能装备技改补贴占比提升至15%,带动汽车零部件领域自动化焊接设备采购指数增长。一、市场剧变:订单碎片化催生柔性生产刚需全球焊接市场规模预计2025年突破1500亿美元,其中智能焊接占比将达45%以上,在这个大市场下,多品种小批量的订单需求成新常态。一个柔性工作站的建立有利于弥补传统产线的缺陷,支持更多种产品的快速切换,让混线生产无压力。与此同时,空间成本飙升也在倒逼工厂转型,紧凑型工作站正成为中小型制造企业的趋势,通过模块化布局适配车间任意角落,大幅度降低企业产线升级/搬迁成本。二、效率变革:以智能重构焊接生产力智能化是一个长期事件及演变的过程,包括生产的智能化;质量监控智能化;设备过程的监控智能化;物流管理智能化;生产过程中对风险/故障的可视化预测、预控、预警及预图等。一个智能化的凸焊工作站,可以做到全流程自动化:8-210kg负载机器人+凸焊机+PLC系统,实现自动上下料、焊接等全托管。
以混合气体保护焊为例)技术特点:混合气体保护焊通常采用氩气和二氧化碳等混合气体作为保护介质,依靠焊丝与焊件之间产生的电弧来熔化金属进行焊接。具有成本相对较低、焊接工艺适应性强、可进行全位置焊接等优点。适用范围:可焊接各种厚度的热成型钢,对于中厚板(3-10mm)的焊接应用较为广。在汽车制造的一些非关键结构部位或维修领域使用较多。操作要点:保证气体保护的效果,防止空气侵入焊缝。合理选择焊丝直径、焊接电流、电压和气体流量等参数。根据热成型钢的厚度和焊接位置调整参数,确保焊缝成型良好。同时,要注意焊接过程中的防风措施,风速过大时应采取防护措施或停止焊接。此外,要对焊接区域进行严格清理,去除油污、铁锈等杂质,以保证焊接质量。五、热成型钢的技术难点及解决方法(一)焊接裂纹技术难点:热成型钢在焊接过程中极易产生冷裂纹和热裂纹。冷裂纹主要是由于氢的扩散、焊接应力以及淬硬组织的形成所导致;热裂纹则是由于焊缝金属在凝固过程中,低熔点共晶物的存在,在拉应力作用下产生。解决方法:对于冷裂纹,焊前进行预热,预热温度一般在100-200℃之间,根据钢材厚度和成分适当调整;严格控制焊接工艺参数,减少氢的来源。自动送丝+剪丝,甩掉助手,焊工单人作业。

需要更加严格地控制焊接工艺。三、热成型钢焊接的技术要点(一)焊接材料的选择根据热成型钢的成分和性能,选择与母材化学成分、强度等级相匹配的焊接材料。例如,对于含碳量较高的热成型钢,应选择低氢型且具有良好抗裂性能的焊接材料,以减少焊接裂纹的产生。(二)焊接工艺参数的优化精确控制焊接电流、电压、焊接速度等参数。合理的热输入是关键,过大的热输入会导致接头组织过热,降低强度和硬度;过小的热输入则可能造成未焊透或焊缝成型不良。需通过大量试验确定针对不同厚度和接头形式的合适工艺参数。(三)焊接顺序和方向合理安排焊接顺序和方向,以减少焊接应力和变形。对于复杂的热成型钢结构件,应采用对称焊接、分段焊接等方法,使焊接应力能够均匀分布,避免局部应力集中。四、热成型钢的主要焊接方式(一)电阻焊技术特点:电阻焊利用电流通过焊件接触点产生的电阻热进行加热,在压力作用下形成焊接接头。具有焊接速度快、生产效率高、焊接变形小、易于自动化等优点,而且不需要填充材料,能够较好地保持热成型钢的原有性能。适用范围:适用于焊接厚度在-3mm左右的热成型钢薄板。常用于汽车车身制造中热成型钢部件的连接。自动识别工件二维码,调程序零人工。天津储液器焊机大概价格
柔性快换夹具,女工也能换型,告别壮劳力。湖北储液器焊机多少钱
主要用于连续焊缝的创建,如金属容器的边缘密封。电极沿预设焊缝轨迹移动,同时施加电流和压力,形成连续的焊接线。缝焊特别适用于要求高气密性或水密性的焊接任务。凸焊(ProjectionWelding):凸焊通过在待焊工件上预制凸点或凸台,增加接触面积和电阻,从而优化焊接效率和质量。该方法常用于将螺母、螺栓等紧固件焊接至金属板上,具有变形小、强度高的特点。对焊(ButtWelding):对焊涉及两个相同或不同材质的金属棒、管等直接对接,通过电阻加热使端面熔融并压合。对焊适用于大截面金属件的连接,如电线电缆、钢管的制造,能够确保接头强度高、导电导热性能佳。电阻焊技术,凭借其高效、节能、环保的特性,在现代制造业中发挥着举足轻重的作用。深入理解电阻焊的基本原理及其多样化的应用,有助于我们更准确地选择焊接工艺,优化生产流程,提升产品质量。随着科技的日新月异,电阻焊技术正不断革新,向更高的自动化、智能化水平迈进,为制造业的转型升级注入强劲的技术动力。湖北储液器焊机多少钱
铝合金,以其轻质、强度、耐腐蚀和良好加工性能等特点,在现代工业中扮演着重要角色。尤其在航空航...
【详情】如车门内板、车身框架等部位的点焊和缝焊。操作要点:严格控制焊接电流、焊接时间和电极压力。根据...
【详情】为了化解客户面临的这些难题,广州亨龙智能装备股份有限公司引入了中压电容储能电阻焊工艺,为其精...
【详情】还可以为生产决策提供有力支持。焊接质量实时监控技术的未来未来,焊接质量实时监控技术将继续向智...
【详情】在竞争白热化的汽车制造领域,企业都在全力追逐提高生产效率、确保产品质量稳定以及削减成本这几个...
【详情】在电阻焊行业,一台焊机的寿命到底是多少?你或许正在为下一条产线做预算,或许正在复盘上一台设备...
【详情】常见的压缩机类型有:涡旋式压缩机、双转子压缩机、旋转活塞式压缩机。1.漩涡式压缩机涡旋式压缩...
【详情】