螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用。单点螺纹车削是一种更简单明了的加工方法,适合于所有类型的车床,因此得到了更广的应用。在螺纹牙形、直径、长度和应用差异很大的情况下,其高效、可靠性和良好的加工结果使螺纹车削往往成为优先的标准方法。但是,这种方法也有其局限性,因此在螺纹车削并非比较好工序的许多应用场合,越来越倾向于采用螺纹旋风铣。数控旋风铣床在加工过程中如何选择铣刀?佛山小模数蜗杆旋风铣欢迎来电
数控旋风铣的优势:快速提高生产效率:数控旋风铣比传统加工效率提高10-30倍,为您降低生产成本!延长机床使用寿命:机床节电50%,有效降低经营成本!加工精度更高:加工螺纹产品一刀成型,不需要退刀槽,表面粗糙度可达Ra0.8微米,加工精度提高2级!操作简便:对操作工人专业技能要求降低,降低人力成本投入及工人劳动强度!数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。湖北eps蜗杆旋风铣值得推荐环面蜗杆旋风铣床其蜗杆的传动及其特点有哪些?

加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用。
数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣的几个特点,涡轮流量计分析如下:旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2μm;每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动,传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5μm;每件都通过三坐标测量机检测合格再装配。旋风铣的主轴加工是在加工中心一次装夹完成加工:旋风铣的刀盘加工是在加工中心一次装夹完成加工:旋风铣刀和旋风铣可转位机夹刀片突破了国内旋风铣无法多刀成型加工的瓶颈。旋风铣加工丝杠螺纹的技术关键是什么?

螺纹加工主要是采用的螺纹车刀车削螺纹或采用的是丝锥,扳手工艺攻丝及套扣等方法。随着中国数控旋风系铣加工技术的发展,使得更加先进的螺纹加工方式—螺纹的数控铣削得以实现。螺纹铣削加工主要采用数控撞,铣类机床或加工中心。对于小直径(<20mm)常用攻丝,套扣等方法来加工;对于材质硬度高,孔数较多的大型精密非标准内螺纹的加工,用这些传统的加工方法则比较困难。对于螺纹旋风铣削加工方法,则很好地解决了用传统方法难以加工的大型精密内螺纹的加工问题。它可严格控制中径公差、减小或消除刀具切削时对牙型的干涉,提高了被加工螺纹的精度,并且加工效率高。旋风铣加工蜗杆丝杆螺母时螺纹螺旋升角计算公式。常州购买旋风铣
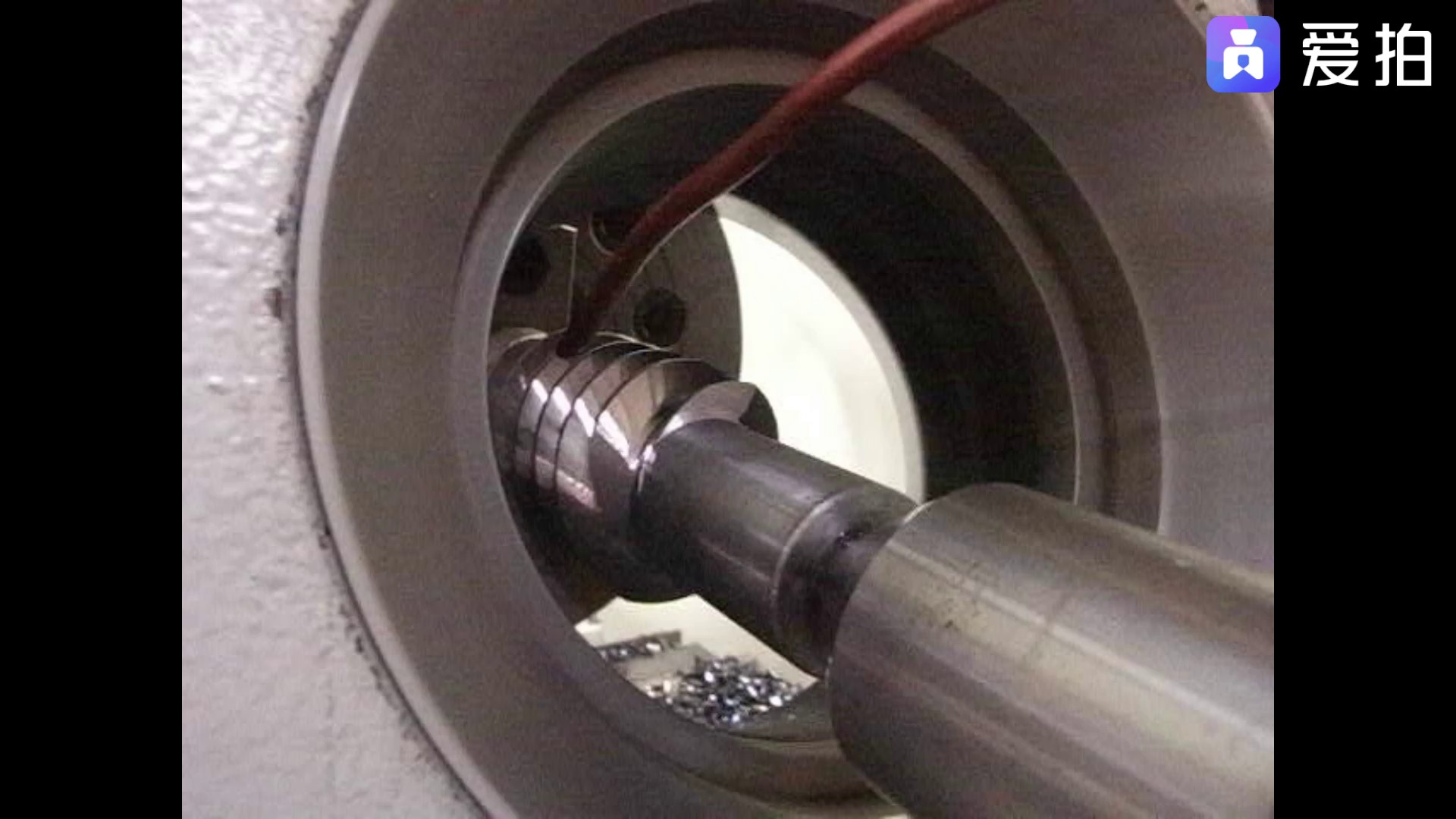
旋风铣头的制作方达你知道多少?佛山小模数蜗杆旋风铣欢迎来电
CY-124CNC数控精密蜗杆旋风铣床专门针对小模数蜗杆精密高效加工而开发的一款专用机床,机床采用45°斜床身、整体全防护结构,主轴头架采用伺服电机直连精密蜗轮副机构,带C轴功能,X/Z向采用直线导轨和滚珠丝杠,伺服驱动;机床为采用外旋风铣削CNC控制、数控系统4轴3联动完成蜗杆加工。机床采用了导轨液压跟刀机构,采用精密C型硬质合金跟刀套,可加工各类电机轴微型精密蜗杆,应用座椅调节蜗杆,雨刮器蜗杆,摇窗机蜗杆等。机床采用进口刀具可加工蜗杆精度达5-6级精度;佛山小模数蜗杆旋风铣欢迎来电
南京创远旋铣装备制造有限公司致力于机械及行业设备,是一家生产型公司。南京创远旋铣致力于为客户提供良好的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。南京创远旋铣秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。