在机械设备加工机器设备领域许多新手们针对旋风铣这一领域早已不会再生疏了,旋风铣是一种和数控车床配备应用的高效率铣削外螺纹的工业设备,用装在高速运转的铣刀盘上的车刀,从工件上铣削出外螺纹来,应用时,将旋风铣安裝在车床边,数控车床夹紧工件低速档转动并举给,旋风铣根据电动机推动铣刀盘高速运转,进而在工件上铣削出外螺纹来。这类铣削方法速度更快,应用也较为便捷。可是传统式的旋风铣在加工工件的情况下,会发生振动很大,造成扭距大,可靠性差,尤其是加工速度比较慢,不可以调整铣刀盘的螺旋式升角,一次通常只有加工一道工艺流程,比较严重减少了加工高效率。滚珠丝杠硬旋风铣精如何保证精度?山西直销旋风铣经验丰富
CY-126CNC数控蜗杆旋风铣床的特点:机床系统实现X、Z、C轴3联动。加工参数全数控化,任意蜗杆头数、起止位置、导程、切削进给量、转速、去毛刺方式、只需在面板通过菜单调节即可,方便快捷。利用成型刀具工件齿顶可顶切外圆及左右齿顶圆弧,直接在铣削螺纹时同步完成。螺纹出口处锋利毛刺利用盘铣刀的顶部横刃,由程序参数控制(4轴联动)可自动渐开线铣平。蜗杆旋风铣床刀具形式保证加工精度,用整体硬质合金带涂层刀具,刀具的铲背后角采用了等截面型设计,每次只要保证将前刀面磨去相同的厚度就可以保证铣削出的形状相同,以保证齿形精确。机床采用液压精密弹性夹头,保证蜗杆跳动精度5um;机床设计了螺旋升角精密调整机构,每次调整角度可精确到±5〃;可选配精密的“C”型硬质合金稳定套以保证高精蜗杆及螺纹的加工。蜗杆旋风铣床加工精度达到7级,表面粗糙度Ra 0.5--0.8湖北芯轴旋风铣值得推荐正确的调试数控旋风铣床的方式有哪几点呢?

CYW系列数控旋风铣床是针对减速机行业孔输入轴输入多头蜗杆(3-6头)、螺杆加工而开发的高效数控机床。机床采用外旋风铣内包络高速成型铣削外螺纹;外铣削头可加工任意头数蜗杆;特点:系统实现X、Z、C轴铣刀轴B轴4轴3联动控制;机床主轴伺服电机经高精密伺服减速器,实现了主轴的精确定位与强力分度切削;刀具主轴转速变频可任意调整,使加工不同直径、材质得工件可选择比较好的刀具切削速度;机床配可机夹刀具,机夹刀片高效铣内包络削蜗杆;蜗杆两端锋利边刺可3轴联动自动去除;
数控旋风铣的优势:快速提高生产效率:数控旋风铣比传统加工效率提高10-30倍,为您降低生产成本!延长机床使用寿命:机床节电50%,有效降低经营成本!加工精度更高:加工螺纹产品一刀成型,不需要退刀槽,表面粗糙度可达Ra0.8微米,加工精度提高2级!操作简便:对操作工人专业技能要求降低,降低人力成本投入及工人劳动强度!数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣加工过程是怎样的?

CY80-13/B/CY120-13/B数控蜗杆旋风铣床是针对减速机行业圆柱蜗杆传动单多头蜗杆加工而开发的高效CNC数控机床。机床采用內包络高速旋风铣削,加工效率较传统车削提高5-20倍,较外切式螺纹铣提高3-10倍,且加工精度提高2级。即使大模数蜗杆表面粗糙度也可达Ra0.8-1.0 um;机床特有的旋铣单元螺旋升角可调45°,可以完成任意头数的蜗杆螺杆加工。解决了多头(4-6头)蜗杆无法内包络旋风铣削的工艺瓶颈;CYN20-CNC 数控蜗杆旋风铣床是专门针对小模数的长轴类精密蜗杆批量加工而开发的机床,机床采用高速内旋铣,铣刀转速可达6000转,可以铣代磨,加工雨刮器蜗杆轴等长轴蜗杆,粗糙度可达Ra0.4-0.8。环面包络蜗杆旋风铣可以加工吗?山西计量螺杆旋风铣推荐厂家
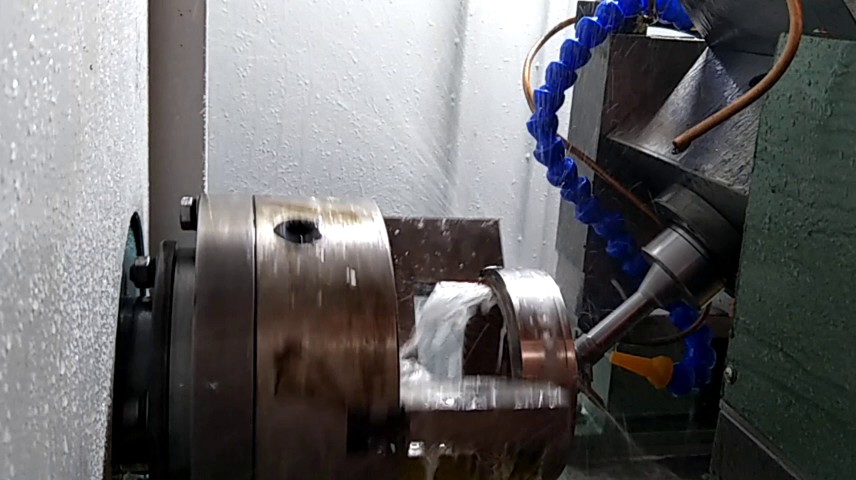
旋风铣加工不锈钢螺杆丝杆费刀怎么办?山西直销旋风铣经验丰富
CY-124CNC数控精密蜗杆旋风铣床专门针对小模数蜗杆精密高效加工而开发的一款专用机床,机床采用45°斜床身、整体全防护结构,主轴头架采用伺服电机直连精密蜗轮副机构,带C轴功能,X/Z向采用直线导轨和滚珠丝杠,伺服驱动;机床为采用外旋风铣削CNC控制、数控系统4轴3联动完成蜗杆加工。机床采用了导轨液压跟刀机构,采用精密C型硬质合金跟刀套,可加工各类电机轴微型精密蜗杆,应用座椅调节蜗杆,雨刮器蜗杆,摇窗机蜗杆等。机床采用进口刀具可加工蜗杆精度达5-6级精度;山西直销旋风铣经验丰富
南京创远旋铣装备制造有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。公司以诚信为本,业务领域涵盖旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司深耕旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。