CY-126CNC数控蜗杆旋风铣床是我公司针对小模数蜗杆轴加工而开发的高效数控机床。机床采用斜床身结构,旋风铣头沿45°斜面床身导轨作纵向运动,尾架可根据工件不同长度在尾架导轨上纵向移动。机床为CNC控制,可控制四轴三联动完成各种螺纹加工。机床采用成型刀具高速旋风铣削外螺纹,比传统加工效率提高5-10倍以上,旋铣切削力小,零件变形小,加工后的零件具有高精度和高表面光洁度。适用于汽车、医疗器械、微电机、电动工具、渔具、仪器仪表、机床、减速机、建筑机械等行业的左、右旋蜗杆和螺纹的大批量加工。旋风铣的刀盘加工是在加工中心一次装夹完成加工。三螺杆泵转子旋风铣特点
CYW系列外旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用同步带传动平稳,消除三角带打滑崩刀现象;铣头螺旋升角调节采用涡轮蜗杆副精密调整机构;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头刀轴可调90°可高效加工左右旋大导程、大直径螺纹和花键轴;CYN系列内旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用内置同步带轮,传动平稳,消除皮带外置及三角带打滑崩刀现象;铣头传动端盖采用迷宫式压紧机构,密封更好;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头电机后置,主轴喇叭口设计,结构紧凑,加工螺纹范围更广;湖北阀门旋风铣创新服务旋风铣加工细长轴螺纹震刀解决工艺。

南京创远旋铣装备制造有限公司针对异形螺旋类工件开发的专用机床;(单双螺杆)空压机转子旋风铣床,挤出机螺纹套(啮合块)旋风铣床、EPS转向螺杆旋风铣床、方向机循环球螺杆旋风铣床、摆动油缸内外螺纹旋风铣床、铺装机钻石棍旋风铣床、凸轮轴、曲轴旋风铣床;数控花键轴铣床等;公司匠心设计的全新CY创远系列内外旋风铣削器产品,打破传统旋风铣设计理念,采用全密封一体铸件箱体,内置精密螺旋升角调整机构,有效调高加工精度和加工范围;
现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。螺纹旋风铣在螺纹车削所遇到的难题的探讨。

在机械设备加工机器设备领域许多新手们针对旋风铣这一领域早已不会再生疏了,旋风铣是一种和数控车床配备应用的高效率铣削外螺纹的工业设备,用装在高速运转的铣刀盘上的车刀,从工件上铣削出外螺纹来,应用时,将旋风铣安裝在车床边,数控车床夹紧工件低速档转动并举给,旋风铣根据电动机推动铣刀盘高速运转,进而在工件上铣削出外螺纹来。这类铣削方法速度更快,应用也较为便捷。可是传统式的旋风铣在加工工件的情况下,会发生振动很大,造成扭距大,可靠性差,尤其是加工速度比较慢,不可以调整铣刀盘的螺旋式升角,一次通常只有加工一道工艺流程,比较严重减少了加工高效率。内外旋风铣削蜗杆工艺优点和缺点。常州包装机旋风铣优势
旋风铣加工丝杠螺纹的技术关键是什么?三螺杆泵转子旋风铣特点
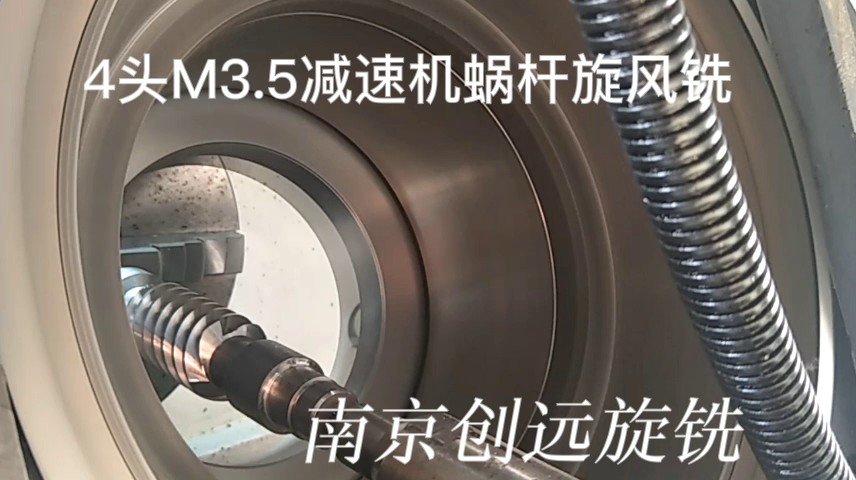
CYN50/63系列数控蜗杆旋风铣床是针对减速机行业单多头蜗杆高效加工而开发的数控机床,机床铣头采用大通孔及大螺旋升角设计,既兼顾了多头蜗杆的加工,又能满足大直径蜗杆的加工;机床铣削头可调25°螺旋升角,采用内旋风铣高效削4头以内减速机轴及孔输入蜗杆不干涉,且蜗杆齿形不跟切不顶切,可配置机夹可转位刀片高效成型铣削;机床采用整体床身床硬轨、机床为CNC控制,数控系统4轴3联动。床身X/Z轴,回转轴进给采用伺服驱动,带C轴功能(可任意定点,分度,自锁)。铣刀轴B轴可在面板程式控制,机床整体全防护结构,配自动润滑系统,水冷风冷系统装置。三螺杆泵转子旋风铣特点
南京创远旋铣装备制造有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户好评。公司业务范围主要包括:旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司深耕旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。