一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却,加工过程中切屑飞溅如旋风而得名-丝杠旋风铣。挤出机螺纹元件旋风铣效率高吗?循环螺杆旋风铣工艺
南京创远旋铣装备制造有限公司生产的CY系列多功能旋风铣头,数倍提高车床工作效率、加工质量的新型、高效、节能产品。本产品在不改变车床结构、性能和用途的基础上,高速铣削加工各种公制、英制、模数、径节制外螺纹和内螺纹,是各类机械加工企业的优先产品。CYW系列外旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用同步带传动平稳,消除三角带打滑崩刀现象;铣头螺旋升角调节采用涡轮蜗杆副精密调整机构;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头刀轴可调90°可高效加工左右旋大导程、大直径螺纹和花键轴安徽旋风铣要多少钱旋风铣削加工过程的螺旋升角的计算方法。

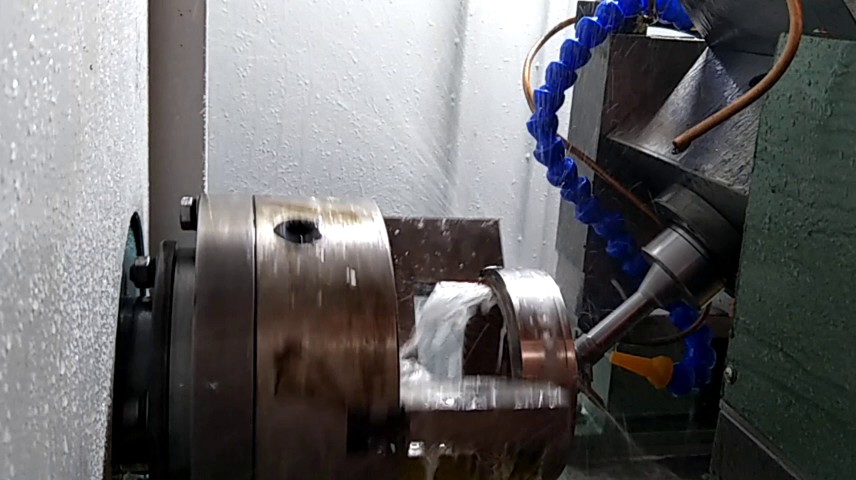
在车床上作非车削加工,是在设备缺少等因素下不得已而为之的做法,然而在这个过程中,聪慧的劳动人民发现,改造后的机床,可以完成很多高效高质的加工。 在车床上进行铣削加工中,旋风铣螺纹就是其中之一。旋风铣刀盘旋转方向与机床主轴(零件)旋转方向相反为顺铣,这样可以加工出好的表面质量。反之为逆铣,被加工表面质量差。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。
地脚螺栓旋风铣床针对紧固件地脚螺栓,预埋螺栓的高效加工而开发数控机床,加工M80*6M68*6地脚预埋螺栓螺纹,毛坯料无需打中心孔,直接扒外圆,铣螺纹,端面倒角,一次高精度快速成型;机床应用行业;电力铁塔地脚螺栓,管道地脚螺栓,高速公路广告牌地脚螺栓,铁路地脚螺栓,钢管铁塔地脚螺栓。滚珠丝杠硬旋风铣针对滚珠丝杠硬切削而开发的高效数控旋风铣床,机床采用CBN刀具对滚珠丝杆(HRC60±2)硬旋风铣削;针对不同滚珠丝杆类型采用了内包络旋风铣削,和外旋风铣削的不同结构(外旋铣有效避免工艺台阶);机床可成型硬铣淬火滚珠丝杠,也可高效铣削精密梯形丝杠及螺杆泵转子,加工长度2000-8000,均可定制。数控旋风铣机床是与普通车床配套的高速铣削螺纹装置。

CY-124CNC数控精密蜗杆旋风铣床专门针对小模数蜗杆精密高效加工而开发的一款专用机床,机床采用45°斜床身、整体全防护结构,主轴头架采用伺服电机直连精密蜗轮副机构,带C轴功能,X/Z向采用直线导轨和滚珠丝杠,伺服驱动;机床为采用外旋风铣削CNC控制、数控系统4轴3联动完成蜗杆加工。机床采用了导轨液压跟刀机构,采用精密C型硬质合金跟刀套,可加工各类电机轴微型精密蜗杆,应用座椅调节蜗杆,雨刮器蜗杆,摇窗机蜗杆等。机床采用进口刀具可加工蜗杆精度达5-6级精度;双头螺杆泵转子可以用内旋风铣加工吗?南京三螺杆泵转子旋风铣销售厂家
数控蜗杆旋风铣床、数控铣床产生气功系统故障的主要原因是什么?循环螺杆旋风铣工艺
数控旋风铣床的使用过程中,我们会遇到很多的问题,例如数控铣床气动系统也很容易出现故障,造成气动故障的原因有这些:空气过滤装置堵塞导致压力下降;气动元件的密封圈老化;气路中积水积压;维电器故障。但是在遇到数控铣床的气动故障的时候,我们要对造成故障的原因进行排除,这样才能有效的对故障进行处理。数控旋风铣床在加工的切削过程中,对于高难度产品的加工来说,选择合适有效的铣刀也至关重要,一下是针对在困难的加工条件下的一些指导方法。小直径的铣刀与大直径的铣刀相比而言,小直径铣刀价格低、而且在同等时间单位内能切出更多的工件材料,而大直径铣刀与工件的接触面要大,徐降低一定的速度,因此,使用小直径的铣刀能得到更高的金属去除率。但是,小直径的刀具不仅要适用于摆线切削,还要与切削的工件材料相匹配。还有就是要注意铣刀在切削过程中发出的声音。循环螺杆旋风铣工艺
南京创远旋铣装备制造有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司业务涵盖旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣,价格合理,品质有保证,深受广大客户的欢迎。南京创远旋铣顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣。