旋风铣可以实现干切削、重载切削、难加工材料和超高速切削消耗动力小。表面粗糙度能达到Ra08um。车床主轴转速慢所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2um:每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5um;每件都通过三坐标测量机检测合格再装配。数控旋风铣床在加工过程中如何选择铣刀?钻石辊旋风铣加装
现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。山西蜗杆旋风铣来电咨询不锈钢计量螺杆高效旋风铣技术。

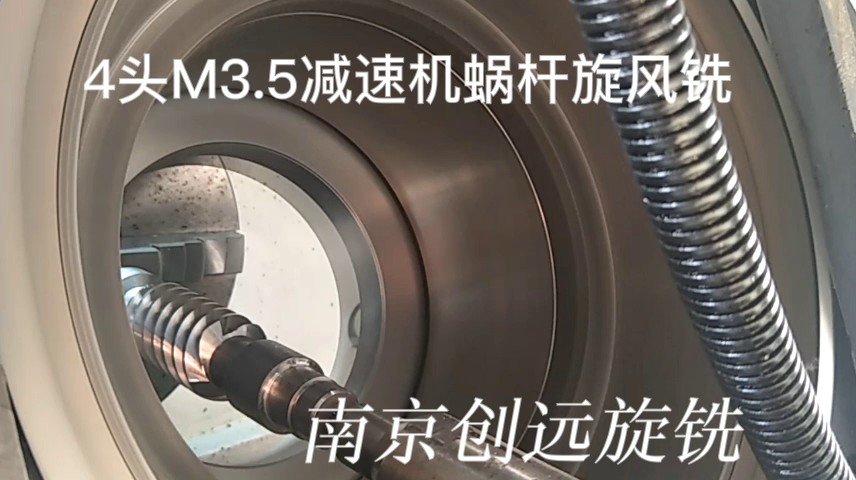
南京创远旋铣装备制造有限公司20年专注旋风铣,螺纹旋风铣设计/制造/整体解决方案供应商。刨花板铺装机钻石辊旋风铣加工:(菱形辊/宝石辊/分料辊)。钻石辊规格4尺,6尺,8尺,¢60,¢70,¢80,¢90,各种细纹,中纹,粗纹规格齐也全可测绘定制。钻石辊采用合金钢材料调质先进热处理工艺,镀铬高耐磨;3、数控钻石棍旋风铣床机床生产线加工螺旋线,精密磨床磨削,大型三坐标检测,螺杆直线度0.015mm,表面粗糙度0.8um,辊面光洁无毛刺,菱形面尺寸均匀高精度;
旋风铣切削螺纹的优点:加工效率高,比传统加工效率可提高10倍以上,产品-刀成形,偏心切削不需退刀,不改动车床结构,螺旋升角可调,安装方便,表面粗糙度可达Ra0.8微米,加工精度提高2级,车床轴向进给慢,易于操作,对工人专业技术能降低。旋风铣的切削形式分为:内切式、外切式。旋风铣为什么要斜角?这里所指的斜角就是,旋风铣加工里的螺旋升角-在中径圆柱面上螺旋线的切线与垂直于螺旋线轴线的平面的夹角。对应的就是螺纹工件的牙型角-螺纹轴向平面内螺纹牙型两侧边的夹角。牙型斜角-螺纹牙型的侧边与螺纹轴线的垂直平面的夹角。对称牙型 根据旋风铣切削原理是需要螺旋升角的。旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机。

提高数控旋风铣床加工精度,就要解决各方面工艺瓶颈:多刀头位置精度,要解决刀具刀盘的精度问题。刀盘要高精度旋转,要解决刀盘的安装制造精度问题。工件卡盘轴要有较高的回转精度,要解决主轴设计及传动精度问题。刀盘头架运行导轨与工件轴线要有较高的平行度,就是要解决床身本身的刚性及制造精度问题。工艺系统要有较高的的动刚度,要解决相关的跟刀系统机构。切削刀头要有较高的成形精度,要解决刀具的制造精度。刀盘偏转角的调整精度,要解决旋风铣削机构螺旋升角调整精度问题小模数蜗杆内外旋风铣精度对比。蜗杆旋风铣产品介绍
环面包络蜗杆旋风铣可以加工吗?钻石辊旋风铣加装
CYW/N旋风铣特点:每种规格型号的旋铣头都可配备为内外螺纹一体机;根据客户的工件设计和配备适合的刀具形式。旋风铣削器电机与主轴之间采用同步齿形带传动,传动平稳,无滑差,速比更恒定。旋风铣削器主轴加工是在加工中心一次装夹完成加工:主轴的端面跳动和轴向窜动控制在5μm;每件都通过三坐标测量机检测合格再装配。旋风铣削器刀盘加工是在加工中心一次装夹完成加工:刀盘端面跳动和径向跳动控制在2μm;每件都通过三坐标测量机检测合格再入库。旋风铣刀和旋风铣可转位机夹刀片突破了国内旋风铣无法多刀成型加工的瓶颈。钻石辊旋风铣加装
南京创远旋铣装备制造有限公司坐落在桠溪国际慢城小镇10栋B15-156室,是一家专业的金属切削机床制造,金属成型机床制造,机床功能部件及附件制造,数控机床制造,数控机床销售,金属切削机床销售,金属成型机床销售,机床功能部件及附件销售,金属加工机械制造,通用设备维修,机械设备销售,机械设备研发,通用设备制造,五金制品制造,人工智能行业应用系统集成服务,智能控制系统集成,人工智能通用应用系统,电气机械设备销售;公司。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。公司业务范围主要包括:旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣形象,赢得了社会各界的信任和认可。