数控旋风铣的优势:快速提高生产效率:数控旋风铣比传统加工效率提高10-30倍,为您降低生产成本!延长机床使用寿命:机床节电50%,有效降低经营成本!加工精度更高:加工螺纹产品一刀成型,不需要退刀槽,表面粗糙度可达Ra0.8微米,加工精度提高2级!操作简便:对操作工人专业技能要求降低,降低人力成本投入及工人劳动强度!数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣加工蜗杆丝杆螺母时螺纹螺旋升角计算公式。常州三螺杆泵转子旋风铣经验丰富
旋风铣焊接刀裂纹形成的机理及类型:刀槽底面有缺陷对裂纹形成的影响,刀片和刀槽的接触面不平整,如有黑皮麻坑、局部不平等原因,使焊接不能形成平面结合,造成焊料分布不匀,这样不但影响焊缝强度而且引起应力集中,导致刀片断裂,因此,刀片要研磨接触面,对刀片刀槽的焊接面应清洗干净。在铣刀片槽与刀片配合过程中,要求刀片伸出刀杆支承部分不大于0.5mm,如果刀片伸出刀杆支承部分过大或刀杆支承部分较弱,就会使刀在焊接过程中承受拉力而产生断裂现象。刀片二次加热对裂纹形成的影响,片在钎焊后,紫铜钎料没有完全填满缝隙,个别出现虚焊,有的刀在出炉过程中,刀片在刀杆上掉下来,因此需二次加热,这样一来,粘结剂Co严重烧损,WC晶粒长大,有可能直接导致刀片裂纹。广东三螺杆泵转子旋风铣应用范围多头深孔内螺纹高效旋风铣加工!

南京创远旋铣装备制造有限公司生产的CY系列多功能旋风铣头,数倍提高车床工作效率、加工质量的新型、高效、节能产品。本产品在不改变车床结构、性能和用途的基础上,高速铣削加工各种公制、英制、模数、径节制外螺纹和内螺纹,是各类机械加工企业的优先产品。利用本旋风铣头在卧式车床上铣削各种螺纹,打破了传统的车削工艺,是一种高效、高质量的加工方法。加工各种螺杆、丝杆、蜗杆、螺母时,可一次成品,数倍提高工作效率,并获得比车削质量更高的表面质量。安装使用旋风铣头,不改变车床结构、性能和用途,只需卸下车床刀架,安装上旋风铣头即可。我公司同时提供各类非标旋风铣头设计制造,并提供整套机床的旋风铣削改造方案。
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹。旋风铣加工不锈钢螺杆丝杆费刀怎么办?

南京创远数控旋风铣精度要点。旋风铣削技术是一种绿色螺纹加工方法,是一种断续高效率切削,具备更环保的优势,要让更高的数控旋风铣床产品来带领行业发展进步,使它成为现代制造业中的一种先进的螺纹加工技术,为制造业发展做出更多贡献;要知道如何提高数控旋风铣床的加工精度的前提下,我们首先要了解的是采用普通的旋风铣床和数控旋风铣床的区别,数控旋风铣床不仅具有普通旋风铣床的功能,而且对产品的加工质量和产品的一致性都有更高的要求。外旋风铣和内旋风铣加工多头蜗杆时刀具齿形的设计的区别。湖北钻石辊旋风铣产品介绍
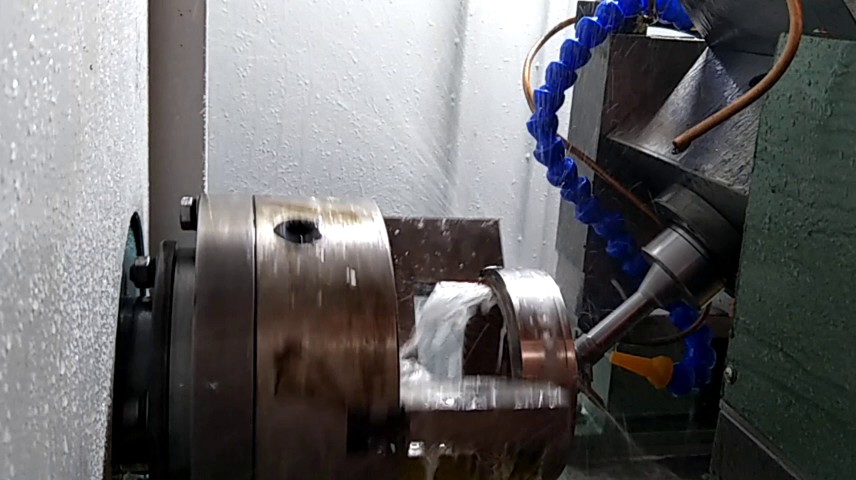
数控旋风铣机床在加工中为何要使用切削液?常州三螺杆泵转子旋风铣经验丰富
数控蜗杆旋风铣床是针对大模数蜗杆(M=10/13)加工而开发的高效数控机床。机床采用旋风铣内包络高速成型铣削,加工效率较传统车削提高5-20倍,且工件精度提高2级。可作为大模数减速机蜗杆专门加工机床,由于旋铣单元螺旋升角可调45°,几乎可以加工任意头数的蜗杆螺杆。大模数蜗杆旋风铣床的加工范围:铣刀加工蜗杆直径在80mm,加工蜗杆模数范围10mm,工件长度(尖距)在1000mm,铣削螺旋角度在45°,大模数蜗杆旋风铣床的C轴的工件夹紧形式是液压卡盘,X轴/Z轴行程在250/870mm,快移速度在6/10m/min,C轴转速范围:0.5~25rpm,铣刀轴的转速范围是在300~1400rpm,大模数蜗杆旋风铣床的刀具形式是焊接硬质合金刀头等等。常州三螺杆泵转子旋风铣经验丰富
南京创远旋铣装备制造有限公司致力于机械及行业设备,是一家生产型公司。公司业务涵盖旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等,价格合理,品质有保证。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批**的专业化的队伍,确保为客户提供良好的产品及服务。南京创远旋铣凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。