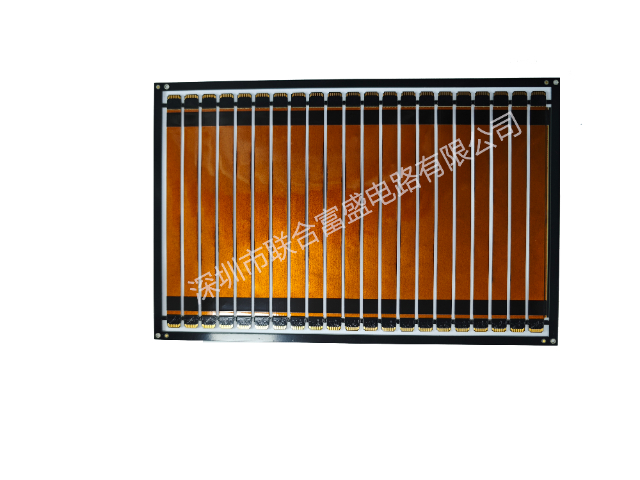
联合多层线路板的软硬结合板在工业机器人关节部位用于信号传输。机器人关节需要频繁旋转运动,软硬结合板的柔性区随关节转动而弯曲,刚性区安装编码器和驱动电路,相比线缆连接方式减少了松动风险。柔性区的线路采用压延铜箔和圆弧走线设计,在反复旋转中保持信号连接稳定。刚性区与柔性区的过渡区域通过渐变线宽和覆盖膜开窗设计,分散弯折时的机械应力。对于六轴机器人,一块软硬结合板可集成多根信号线,减少布线复杂度和空间占用。在高温环境下工作的机器人,软硬结合板选用耐高温基材,长期使用温度可达150℃。联合多层软硬结合板通过阻燃等级UL94V-0测试,离火即灭安全性能可靠。深圳线路板软硬结合板工艺流程

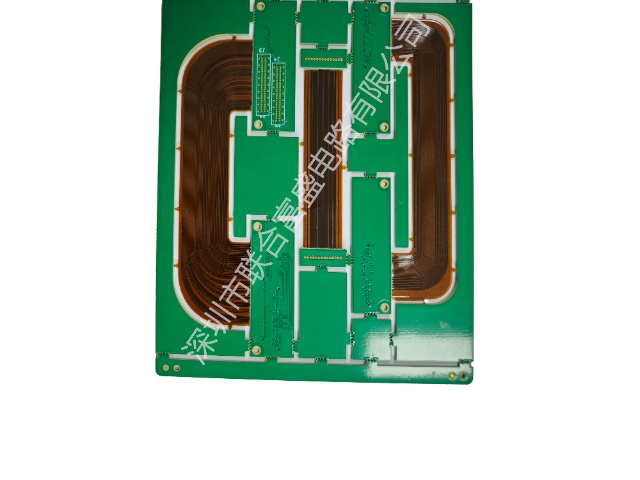
联合多层线路板生产的软硬结合板,在结构设计上采用刚性与柔性材料复合工艺,刚性区以FR-4环氧玻璃布为基材,柔性区以聚酰亚胺薄膜为基材,通过真空层压机在设定温度压力下完成粘合。这种复合结构使电路板既能在刚性区稳定安装IC芯片、连接器等元器件,又能在柔性区依据设备内部空间进行弯曲折叠,小弯曲半径可达板厚的6倍以上。在智能手机、平板电脑等消费电子产品中,软硬结合板可替代传统的板对板连接器方案,减少占板面积,提升内部空间利用率。产品经过多次压合和图形转移工序,层间结合力通过热应力测试验证,在无铅回流焊条件下不分层不起泡。广州fpc软硬结合板制造厂家联合多层软硬结合板采用控深钻工艺,盲孔深度公差控制在±0.03毫米内。
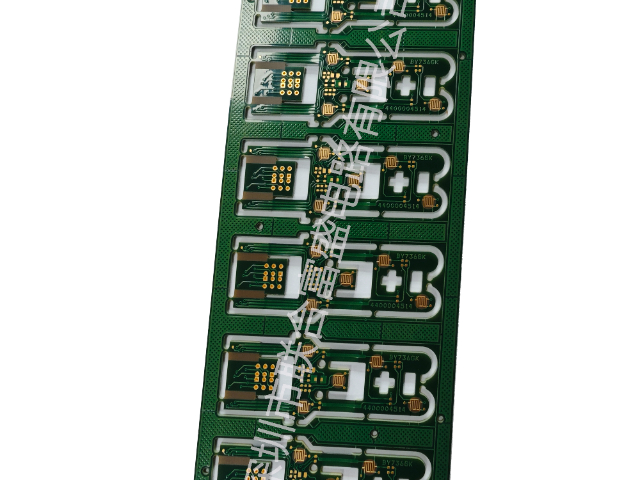
软硬结合板的补强设计用于局部增加厚度和机械强度,联合多层线路板根据应用场景选择合适的补强材料和结构。聚酰亚胺补强板厚度范围0.05-0.2毫米,与柔性区材料一致,热膨胀系数匹配,适合对厚度敏感的应用。FR-4补强板厚度范围0.2-1.0毫米,机械强度较高,适合需要较大支撑力的金手指区域。不锈钢补强板用于极端机械应力场景,厚度0.1-0.3毫米,通过压合或粘贴方式固定。补强区域的设计需避开弯折区,避免局部刚度过大导致应力集中,补强板边缘可设计渐变斜坡,过渡刚度变化。在ZIF连接器应用中,补强板使插入端保持平直,保证与连接器的可靠接触。
软硬结合板的散热设计对于功率器件应用至关重要,联合多层线路板在设计中考虑热传导路径。功率器件安装在刚性区,通过导热孔将热量传导至背面铜箔或外加散热器,导热孔直径0.3-0.5毫米,孔内电镀铜加厚至25微米增强导热能力。刚性区大面积铺铜提供热扩散路径,铜箔厚度和宽度根据热仿真结果确定,控制热点温度在器件允许范围内。导热孔密度根据热耗确定,每平方厘米可布置20-30个导热孔,等效导热系数可提高至原材料的5-10倍。柔性区本身热导率较低,不适宜布置发热器件,设计中避免将功率元件放置在柔性区域。经过热仿真优化布局的软硬结合板,在电源模块等功率应用中保持器件工作温度稳定。联合多层软硬结合板通过AOI光学检测,确保每一片产品无开路短路缺陷 。

联合多层线路板在软硬结合板生产中执行多项行业认证标准,为产品质量提供体系保障。ISO9001质量管理体系覆盖从原材料入库到成品出货的全流程,规定了各工序的作业标准和检验要求,并通过内部审核和管理评审持续改进。ISO14001环境管理体系确保生产过程符合环保要求,产品满足RoHS和Reach指令,限制铅、汞、镉等有害物质的使用,减少对环境的影响。汽车电子领域所需的IATF16949认证,要求在普通质量管理体系基础上增加缺陷预防、持续改进和减少变差的要求,强调过程控制与统计技术的应用。医疗设备所需的ISO13485认证,侧重于风险管理、过程验证和可追溯性,适用于软硬结合板在医疗领域的应用。UL认证则从产品安全角度验证材料的耐燃等级和电气性能,满足美国市场的准入要求。这些认证体系相互补充,覆盖不同应用领域对软硬结合板的质量要求,为下游客户选择供应商提供参考依据。联合多层软硬结合板支持柔性区局部补强设计,插拔接口位置强度提升3倍。广东线路板软硬结合板fpc设计
联合多层软硬结合板提供热电分离铜基设计,散热效率比普通FR-4提升50% 。深圳线路板软硬结合板工艺流程
软硬结合板的批次一致性是批量生产的关键控制点,联合多层线路板在生产中实施统计过程控制。关键工序如压合温度曲线、蚀刻线速、电镀电流密度等参数均设定控制范围,通过SPC系统实时监控,发现异常趋势时及时调整。层压工序温度均匀性控制在±2℃以内,压力波动控制在±0.5kg/cm²,确保每批次产品层间结合力一致。钻孔工序定位精度通过X-ray钻靶机定期校验,孔位偏差控制在±25微米以内。电镀工序铜厚均匀性通过霍尔槽试验验证,板面铜厚极差控制在10%以内。测试工序阻抗测试数据每周汇总分析,评估制程能力指数Cpk维持在1.33以上。通过持续数据收集和分析,软硬结合板批量生产良率维持在95%以上。深圳线路板软硬结合板工艺流程
软硬结合板的柔性区弯折寿命与铜箔类型直接相关,联合多层线路板根据应用场景选用压延铜箔或电解铜箔。压延...
【详情】软硬结合板的柔性区与刚性区结合处是结构薄弱环节,联合多层线路板通过工艺优化增强该区域可靠性。结合区域...
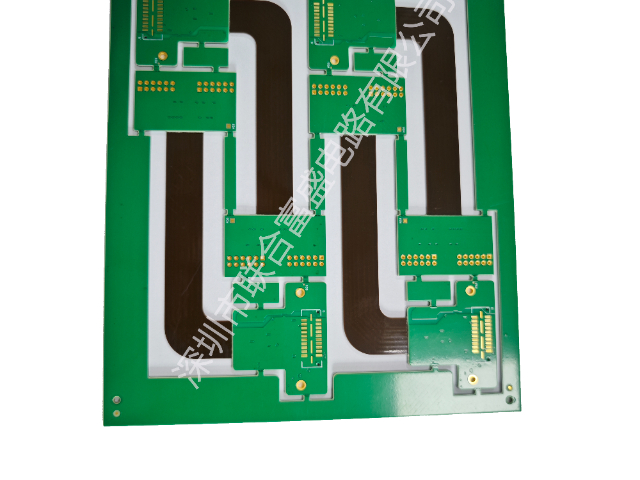
【详情】软硬结合板的动态弯折区域设计需考虑应力分散,联合多层线路板在线路布局和叠层结构上采取优化措施。弯折区...
【详情】在汽车电子领域,软硬结合板需要适应宽温度范围和机械振动环境,联合多层线路板通过材料选择和工艺控制满足...
【详情】联合多层线路板的软硬结合板在生产过程中实施环保管控,产品满足RoHS和Reach指令要求。RoHS指...
【详情】软硬结合板的散热设计对于功率器件应用至关重要,联合多层线路板在设计中考虑热传导路径。功率器件安装在刚...
【详情】在医疗电子设备领域,联合多层线路板的软硬结合板通过了ISO13485医疗体系认证,符合医用产品的质量...
【详情】联合多层线路板的软硬结合板在消费电子电池保护板中应用广。锂电池保护板需要监测电池电压和电流,在过充过...
【详情】高频信号传输场景对电路板的阻抗匹配特性有严格要求,联合多层线路板的软硬结合板在生产过程中实施阻抗控制...
【详情】联合多层线路板将高密度互连技术应用于软硬结合板生产,满足电子产品向更高集成度发展的需求。HDI软硬结...
【详情】联合多层线路板的软硬结合板在光通信模块中用于连接光电芯片与电路板。光模块内部空间紧凑,需要在有限体积...
【详情】联合多层线路板的软硬结合板在航空航天领域应用时,需满足轻量化和高可靠性要求。卫星通信设备中,软硬结合...
【详情】